Przyczyny, pomiar i ocena otworów i innych wad odlewniczych w odlewaniu ciśnieniowym
Zakres zastosowań odlewów ciśnieniowych, powszechnie wykorzystywanych do produkcji części samochodowych, w ostatnim czasie ciągle się poszerza. Temu zjawisku towarzyszy potrzeba szybkich pomiarów i oceny ilościowej w miejscach produkcji odlewów, aby zidentyfikować wady i ich przyczyny w celu poprawy jakości i wydajności.
Oprócz przyczyn i środków zaradczych dotyczących wad odlewniczych, w tej części przedstawiono najnowsze przykłady kontroli odlewów ciśnieniowych przy użyciu nowego mikroskopu cyfrowego 4K.

- Odlewanie ciśnieniowe, którego zakres zastosowań poszerza się w przemyśle motoryzacyjnym
- Przyczyny i środki zaradcze w przypadku wad odlewniczych
- Najnowsze przykłady kontroli produktów odlewanych ciśnieniowo
- Powiększone obrazowanie z zachowaniem pełnej ostrości obiektu nawet przy większym powiększeniu
- Pomiar kształtu 3D i profilu otworu
- Obraz otworu w dużym powiększeniu
- Obserwacja formy do odlewania ciśnieniowego za pomocą urządzenia ręcznego
- Pomiar kształtu 3D i profilu pęknięcia formy do odlewów ciśnieniowych
- Automatyczny pomiar obszaru i ocena ilościowa powierzchni odlewu
- Jeden mikroskop zmieniający miejsca produkcji odlewów ciśnieniowych
Odlewanie ciśnieniowe, którego zakres zastosowań poszerza się w przemyśle motoryzacyjnym
Odlewanie ciśnieniowe jest metodą, w której płynny metal, taki jak stop aluminium, stop cynku, stop magnezu i stop miedzi, jest wlewany do precyzyjnych form pod wysokim ciśnieniem. Metoda ta jest stosowana do różnych produktów ze względu na jej zdolność do zapewnienia doskonałej dokładności wymiarowej, piękne i gładkie powierzchnie odlewów i wysoką wydajność.
Uważa się, że podzespoły samochodowe stanowią większość wszystkich wyprodukowanych odlewów ciśnieniowych.
Szczególnie często do odlewów ciśnieniowych części samochodowych wykorzystuje się stop aluminium, ponieważ ma lepszą przewodność elektryczną/termiczną, odporność na korozję i obrabialność, a także mniejszą masę i większą wytrzymałość niż stop cynku. Uzyskane w ten sposób produkty są tańsze, a możliwości ich recyklingu większe.
Zastosowania w przemyśle motoryzacyjnym obejmują obudowy i osłony, takie jak bloki cylindrów, skrzynie biegów i osłony popychaczy. Konwencjonalne odlewy ciśnieniowe często zawierają gaz, co utrudnia obróbkę cieplną i spawanie, dlatego uważa się, że trudno jest stosować takie produkty do produkcji elementów podwozia i karoserii samochodowych. Jednak w ostatnich latach specjalne metody odlewania ciśnieniowego, takie jak odlewanie z przepływem laminarnym i odlewanie w wysokiej próżni, doprowadziły do zastosowania odlewania ciśnieniowego w trudniejszych produktach. Wraz z tym trendem wzrosły również wymagania dotyczące funkcjonalności i jakości odlewów.
Przyczyny i środki zaradcze w przypadku wad odlewniczych
W procesach odlewania ciśnieniowego części samochodowych wymagana jest ostrożność dotycząca temperatury stopionego metalu i form, ciśnienia podczas napełniania form oraz wad odlewniczych spowodowanych gazem i powietrzem zawartym w metalach. Wady odlewnicze prowadzą do obniżenia wytrzymałości, a tym samym w znacznym stopniu wpływają na poziom bezpieczeństwa samochodów.
Typowe wady występujące wewnątrz lub na powierzchni odlewu, takie jak otwory, oraz ich przyczyny i środki zaradcze są wymienione w poniższej tabeli.
| Wada odlewu | Przyczyna/stan | Środek zaradczy |
|---|---|---|
| Otwór | Otwór powstały w efekcie przedostania się powietrza lub gazu do stopionego metalu lub niedolew w konsekwencji zbyt małej ilości stopionego metalu | Dostosować ciśnienie odlewania, zmienić otwór odpowietrzający, dostosować ilość stosowanego środka antyadhezyjnego do formy lub zmienić położenie i wielkość wlewu. |
| Ubytek | Wgłębienie po powolnym chłodzeniu z powodu częściowo przegrzanej formy | Dostosować temperaturę formy lub przeprojektować formę. |
| Niewystarczające wypełnienie ( złe rozprowadzenie roztopionego metalu) | Obszar w pobliżu wlewu stygnie zbyt szybko, aby wypełnić całe puste miejsce stopionym metalem. | Zmienić temperaturę formy, dostosować temperaturę stopionego metalu lub zmienić pozycję i rozmiar wlewu. |
| Niespaw | Niska temperatura formy i niskie ciśnienie zalewania powodują, że stopiony metal krzepnie przed całkowitym rozprowadzeniem w parze form, tworząc ślad w miejscu łączenia. | Podnieść temperaturę formy, temperaturę stopionego metalu, prędkość tłoka lub zmienić położenie i rozmiar wlewu. |
| Pęknięcie/wypaczenie | Niewystarczający kąt zbieżności, nierównomierne kurczenie lub nieprawidłowe wyciskanie (pękanie na gorąco podczas krzepnięcia i pękanie na zimno w procesie chłodzenia i w miarę upływu czasu) | Zmienić kształt lub pozycję wyciskania. |
| Uszkodzenie ochładzalnika | Wytworzona w tulei warstwa krzepnięcia dostaje się do pustej przestrzeni, a następnie zostaje zamknięta w odlewie ciśnieniowym. | Dostosować temperaturę stopionego metalu i prędkość tłoka. |
| Ślad przepływu | Niska temperatura formy lub zbyt dużo środka antyadhezyjnego | Zwiększyć temperaturę formy i zmniejszyć ilość środka antyadhezyjnego. |
| Wżery | Odlew przylgnął do formy podczas wyrzucania lub niewłaściwy kąt zbieżności | Odpowiednio wypolerować powierzchnię formy i zapewnić odpowiedni kąt zbieżności. |
| Korniki | Częściowo przegrzana forma powoduje sklejanie się z roztopionym metalem. | Zmienić typ lub metodę nanoszenia środka antyadhezyjnego do form lub przeprojektować formę. |
| Pęcherz | Sprężony gaz w pobliżu powierzchni rozszerza się i powoduje pęcznienie na powierzchni. | Zastosować takie same środki zaradcze jak w przypadku otworów i wydłużyć czas chłodzenia formy. |
| Przebarwienie | Powierzchnia odlewu ciśnieniowego zostaje przebarwiona przez jeden lub więcej składników środka antyadhezyjnego. | Zmienić środek antyadhezyjny. |
| Chropowatość powierzchni | Chropowata powierzchnia formy jest przenoszona bezpośrednio na powierzchnię odlewu ciśnieniowego. | Wyczyścić i wypolerować formę. |
| Zabielenie | Twarde obce cząstki dostają się do stopionego metalu, powodując np. pęknięcia narzędzi szlifierskich w późniejszych procesach. | Przefiltrować roztopiony metal. |
Oprócz wymienionych powyżej przyczyn, istnieje wiele innych przyczyn wad odlewniczych. W odlewaniu ciśnieniowym kontrola jakości jest ważna dla zapewnienia jakości. Dokładna analiza, pomiary i ocena są konieczne na przykład w przypadku drobnych otworów, wgłębień i niewłaściwej chropowatości powierzchni, ponieważ mają one wpływ na jakość.
Najnowsze przykłady kontroli produktów odlewanych ciśnieniowo
Jednym z wymogów oceny i analizy wad odlewanych otworów i powierzchni odlewanych jest obserwacja w powiększeniu przy użyciu mikroskopów. Jednakże, ponieważ produkty odlewane ciśnieniowo są trójwymiarowe, taka obserwacja stwarza problemy, związane na przykład z nakładem czasu i pracy na regulację ostrości, trudnością obserwacji i analizy oraz różnicami w ocenie wad.
Te czynniki doprowadziły do wzrostu liczby obserwacji w powiększeniu przy użyciu mikroskopów cyfrowych. Mikroskop cyfrowy KEYENCE serii VHX o ultrawysokiej rozdzielczości 4K, w pełni wyposażony w najnowocześniejszą technologię, umożliwia wyraźne uchwycenie otworów i powierzchni odlewów ciśnieniowych w celu niezwykle efektywnego przeprowadzenia oceny ilościowej.
Powiększone obrazowanie z zachowaniem pełnej ostrości obiektu nawet przy większym powiększeniu
Zazwyczaj wymiana obiektywów, zmiana powiększenia i regulacja ostrości w zależności od wielkości i położenia celu analizy wymagała nakładu czasu i pracy.
Obiektyw o wysokiej rozdzielczości i napędzany silnikiem rewolwer w mikroskopie cyfrowym 4K serii VHX umożliwiają płynną zmianę powiększenia w zakresie od 20× do 6000× bez konieczności wymiany obiektywu. Dzięki intuicyjnej obsłudze za pomocą myszy lub konsoli można szybko wykonać szereg zadań, począwszy od obserwacji z wykorzystaniem obrazów o wysokiej rozdzielczości, na których cały obiekt jest dokładnie widoczny, poprzez kompozycję głębi, aż po ocenę ilościową z wykorzystaniem automatycznego pomiaru obszaru i pomiaru kształtu/profilu 3D, a wszystko to za pomocą jednego urządzenia.



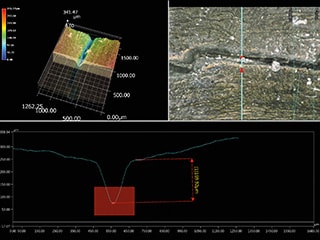
Pomiar kształtu 3D i profilu otworu
Mikroskop cyfrowy 4K serii VHX umożliwia pomiar kształtów 3D i profili (przekrojów 2D) z zastosowaniem informacji o wysokości. Na wyświetlaczu 3D wyostrzającym cały obiekt można rozpoznać otwory, dziurki przedmuchowe i wszystkie inne drobne zmiany kształtu powierzchni odlewu, nawet nierównej.

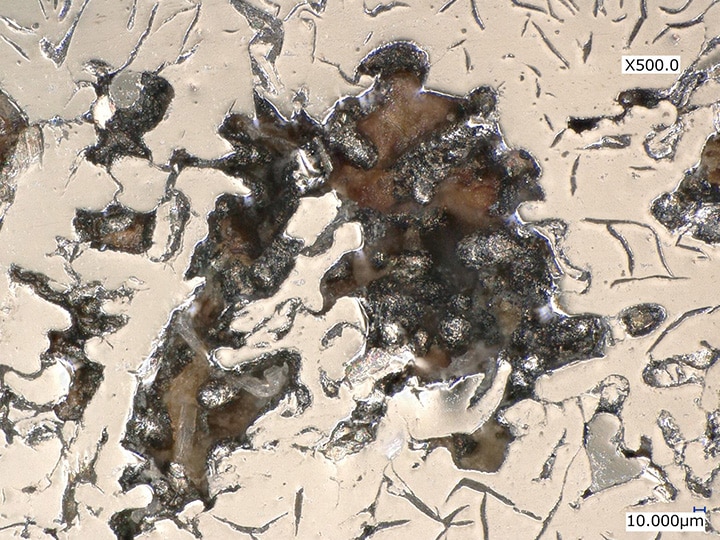
Obraz otworu w dużym powiększeniu
Z obserwacją otworów wiążą się takie trudności, jak niewystarczające powiększenie, rozdzielczość i regulacja ostrości.
Dzięki mikroskopowi cyfrowemu 4K serii VHX nawet bardzo małe otwory można uwidocznić wyraźnie i w dużym powiększeniu.
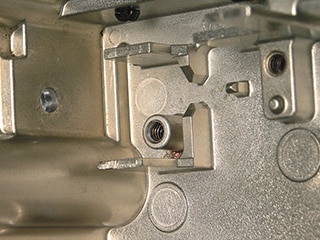
Obserwacja formy do odlewania ciśnieniowego za pomocą urządzenia ręcznego
Wady odlewnicze są powodowane nie tylko temperaturą stopionego metalu i ciśnieniem, ale często również stanem formy. W szczególności, wady takie jak chropowatość powierzchni odlewów są często powodowane przez drobne wady występujące wewnątrz form, dlatego kontrola form jest również niezbędna.
Ponieważ jednak formy odlewnicze do części samochodowych są zazwyczaj duże, nie można ich wyciąć w celu obserwacji i analizy za pomocą mikroskopu.
Mikroskop cyfrowy 4K serii VHX umożliwia obserwację w powiększeniu drobnych pęknięć i innych wadliwych miejsc na formach dzięki wysokiej rozdzielczości obrazu, nawet przy użyciu ręcznego obiektywu.

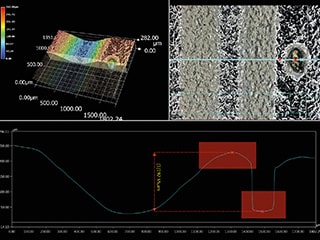
Pomiar kształtu 3D i profilu pęknięcia formy do odlewów ciśnieniowych
Mikroskop cyfrowy 4K serii VHX umożliwia wyświetlanie kształtu 3D i pomiar profilu. Seria VHX umożliwia efektywną i ilościową kontrolę z wykorzystaniem obrazu o dużym powiększeniu, ale w zależności od zastosowanego obiektywu obsługuje również wiele zastosowań analitycznych i kontrolnych, od form do małych próbek.

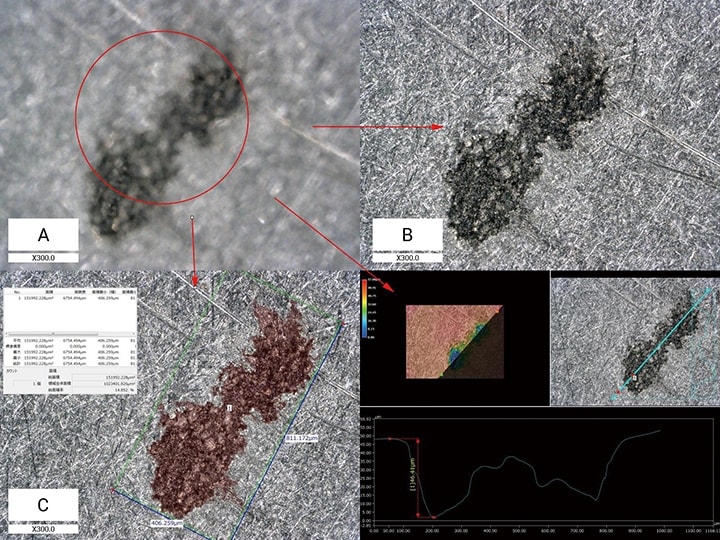
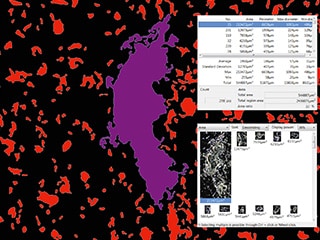
Automatyczny pomiar obszaru i ocena ilościowa powierzchni odlewu
Mikroskop cyfrowy 4K serii VHX jest też potężnym narzędziem do kontroli 2D powierzchni odlewów 3D. Automatyczne funkcje pomiaru obszaru i zliczania umożliwiają łatwe oszacowanie ilościowe wadliwych miejsc na powierzchniach odlewanych.
Funkcje te można wykorzystać do ilościowej oceny wad, np. chropowatości powierzchni, bez obaw o ich przeoczenie, lub użyć funkcji raportu do natychmiastowego utworzenia raportu zawierającego obrazy i dane liczbowe. Za pomocą jednego mikroskopu serii VHX można wykonać całą serię operacji roboczych w znacznie krótszym czasie.

Jeden mikroskop zmieniający miejsca produkcji odlewów ciśnieniowych
Mikroskop cyfrowy o wysokiej rozdzielczości 4K serii VHX może obsługiwać nie tylko wyraźne obserwacje w powiększeniu przy użyciu obrazów o wysokiej rozdzielczości 4K, ale także automatyczne pomiary i pomiary 2D/3D, wszystko za pomocą tylko jednego urządzenia, umożliwiającego szybką ocenę ilościową.
Seria VHX może być używana w zakładach odlewania ciśnieniowego do szybkiej identyfikacji przyczyn wad i zapobiegania ich ponownemu wystąpieniu dzięki funkcjom, które szybko dostarczają szczegółowych obrazów i danych liczbowych na temat otworów, chropowatych powierzchni i innych wad odlewów. Dzięki tym funkcjom mikroskop serii VHX jest niezbędnym narzędziem do poprawy jakości i wydajności w obliczu rozszerzającego się zakresu zastosowań produktów odlewanych ciśnieniowo i ich rosnących wymagań funkcjonalnych.
Aby uzyskać szczegółowe informacje na temat serii VHX, kliknij przycisk poniżej i pobierz katalog. W przypadku zapytań, kliknij poniżej przycisk umożliwiający kontakt z firmą KEYENCE.
