Typy řezných nástrojů a pozorování a kontrola pomocí digitálního mikroskopu
Snaha o vyšší pevnost, větší přesnost a nižší hmotnost vedla ke zvýšení poptávky po obrobcích v obtížně obrobitelných tvarech vyrobených z těžko obrobitelných materiálů, jako je slinutý karbid, tvrdé křehké materiály a kalená nerezová ocel. Těžko obrobitelné materiály velmi zatěžují řezné nástroje, proto je třeba věnovat zvláštní pozornost sledování opotřebení a štěpení (vad) na břitech řezných nástrojů. Tato část představuje typy řezných nástrojů spolu s příklady jejich pozorování a analýzy pomocí našeho digitálního mikroskopu.

- Co je to řezání?
- Typické řezné metody a řezné nástroje
- Typické materiály a vlastnosti nástrojů
- Špičky na jedno použití
- Příklady pozorování a kontroly řezných nástrojů pomocí digitálního mikroskopu
Co je to řezání?
Řezání znamená zpracování, které řeže kov a jiné materiály pomocí nástrojů, jako jsou břity.
Další metoda zpracování kovů, nazývaná broušení, odírá povrchy pomocí brusného kamene.
Princip řezání
Řezný nástroj nepřetržitě štěpí cílový materiál a vytváří třísky.
V ideálním případě jsou třísky generovány nepřetržitě a hladce.
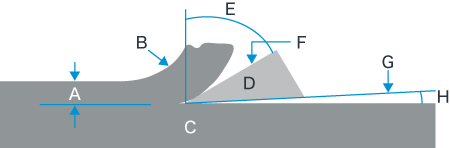
- A: Neřezaná tříska
- B: Tříska
- C: Obrobek
- D: Nástroj
- E: Úhel sklonu
- F: Povrch sklonu
- G: Povrch podbroušení
- H: Úhel podbroušení
Řezné podmínky
Řezná rychlost, rychlost posuvu a velikost řezu jsou důležité faktory pro správné řezání.
- Řezná rychlost = vzdálenost řezu za minutu (m/min)
-
Řezná rychlost (m/min) označuje vzdálenost, kterou nástroj uřízne za minutu.
Čím vyšší je řezná rychlost, tím vyšší je produktivita, ale tím kratší je životnost nástroje.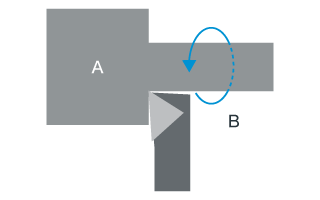
- A: Obrobek
- B: Vzdálenost řezu za minutu
Čím vyšší je řezná rychlost,
tím vyšší je produktivita,
ale
tím kratší je životnost nástroje. - Rychlost posuvu = dráha pohybu na otáčku (mm/ot.)
-
Rychlost posuvu (mm/ot.) se vztahuje ke vzdálenosti, kterou nástroj urazí za otáčku.
Se zvyšující se rychlostí posuvu se zvyšuje produktivita, ale také roste drsnost povrchu řezu.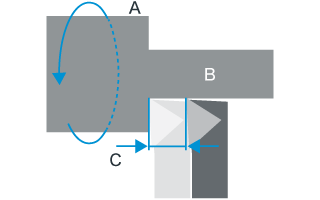
- A: Jedna otáčka
- B: Obrobek
- C: Ujetá vzdálenost na otáčku
Se zvyšující se rychlostí posuvu se zvyšuje
produktivita,
ale
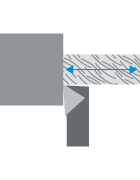
také roste drsnost povrchu řezu. - Velikost řezu = vzdálenost řezu do obrobku
-
Velikost řezu se vztahuje na vzdálenost, kterou nástroj zařezává do obrobku.
Čím větší je velikost řezu, tím vyšší je produktivita, ale ideální velikost řezu je určena typem a materiálem nástroje.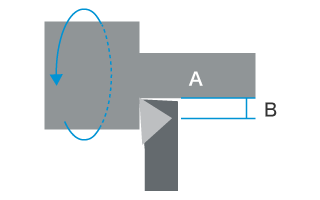
- A: Obrobek
- B: Velikost řezu
Čím větší je velikost řezu, tím
vyšší je produktivita,
ale
ideální velikost řezu je určena typem a materiálem nástroje.
Typické řezné metody a řezné nástroje
Tato část popisuje typické řezné metody, jejich charakteristiky a řezné nástroje, které se používají.
- Soustružení
-
Obecně tato metoda řeže válcové nebo kotoučové obrobky do kulatých tvarů jejich soustružením.
Název stroje: Soustruh 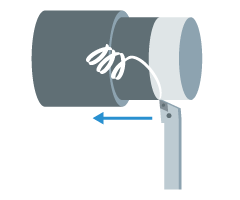
Řezný nástroj: Vsazený nůž 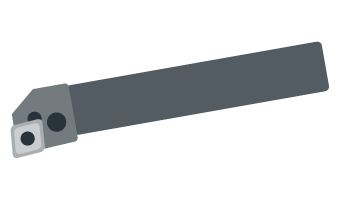
- Vrtání
-
Nástroje se otáčejí a vytvářejí otvory v površích obrobků.
Název stroje: Vrtačka 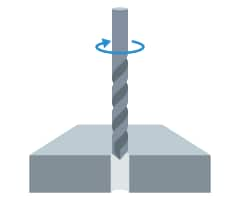
Řezný nástroj: Vrták 
- Vyvrtávání
-
Nástroje rotují a obrábějí vnitřek vyvrtaných otvorů s vysokou přesností.
Název stroje: Vyvrtávačka 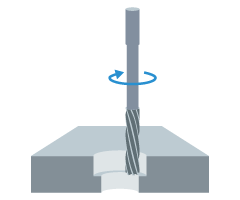
Řezný nástroj: Výstružník 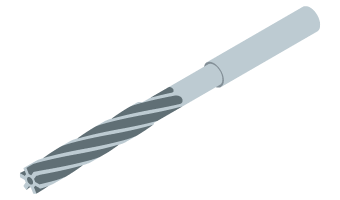
- Protahování
-
Protahováky (nástroje na dokončování otvorů) řežou obrobky lineárním pohybem. Protahováním lze provést celý proces (až po dokončování) na jednom stroji a je snadné odhadnout životnost nástrojů. Tyto faktory činí protahování atraktivním pro automobilový průmysl, kde je nezbytná hromadná výroba.
Název stroje: Protahovací stroj 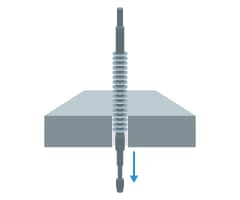
Řezný nástroj: Protahovák 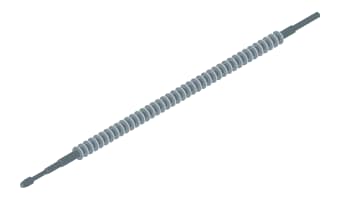
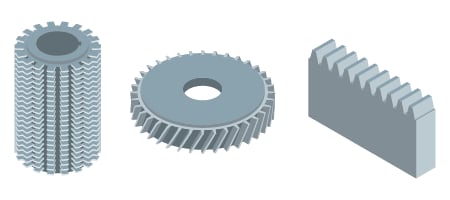
- Řezání ozubených kol
-
Ozubená kola jsou vyřezávána rotační frézou.
- Název stroje: Stroj na řezání ozubených kol
- Řezný nástroj: Odvalovací fréza, kotoučový obrážecí nůž, obráběcí stroj na ozubnice
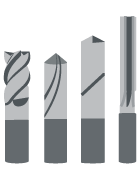
- Frézování
-
Frézování odstraňuje materiál otáčením nástroje zvaného fréza. Frézy se používají k ševingování povrchů a vytváření drážek. Obecně existují 2 typy: čelní frézy pro povrchové obrábění a stopkové frézy pro drážkování.
Název stroje: Fréza 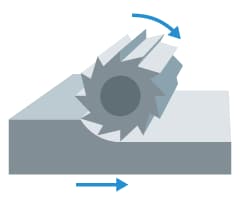
Řezný nástroj: Čelní fréza, stopková fréza 
Typické materiály a vlastnosti nástrojů
Tato část popisuje materiály a vlastnosti typických řezných nástrojů.
- Rychlořezná ocel
-
Kovy, včetně wolframu, chrómu, vanadu a molybdenu, legované na bázi železa
- VýhodaVýborná houževnatost
- NevýhodyNižší tepelná odolnost a odolnost proti opotřebení
Cílové materiály: Uhlíková a legovaná ocel
- Slinutý karbid
-
Slitiny karbidu titanu a karbidu tantalu, které se přidávají do prášku karbidu wolframu a poté slinují pomocí kobaltu.
- VýhodyVynikající rovnováha mezi houževnatostí, vysokou tvrdostí a odolností proti opotřebení
Cílové materiály: Uhlíková ocel, legovaná ocel, nerezová ocel a další materiály odolné proti řezání
- Keramika
-
Tvrdé materiály, včetně oxidu hlinitého, karbidu titanu a nitridu křemíku, které jsou slinuté.
- VýhodyVynikající tepelná odolnost a odolnost proti opotřebení
- NevýhodyŠpatná houževnatost a snadno se štěpí
Cílové materiály: Litina, žáruvzdorné slitiny, kalená ocel a nástrojová ocel
- Diamant
-
Lisovaný materiál vyrobený z monokrystalu diamantu (nejtvrdší materiál)
- VýhodyVynikající tepelná odolnost a odolnost proti opotřebení a vhodný pro zrcadlové řezání
- NevýhodyŠpatná houževnatost a snadno se štěpí
Cílové materiály: Neželezné kovy včetně hliníku
- Slinutý diamant
-
Polykrystalické tělo vyrobené přidáním kobaltu do jemného diamantového prášku a slinováním.
- VýhodyVynikající tepelná odolnost a odolnost proti opotřebení a vyšší houževnatost než diamant
- NevýhodaTěžké vytváření ostrých hran
Cílové materiály: Neželezné kovy, slinutý karbid, keramika
- Cermet
-
Nikl a další materiály se přidávají do karbidu titanu a nitridu titanu a poté se slinují.
- VýhodyTyp slinutého karbidu. Vynikající odolnost proti opotřebení a korozi ve srovnání s normálním slinutým karbidem. Často se používá pro konečnou úpravu oceli.
Cílové materiály: Uhlíková a legovaná ocel
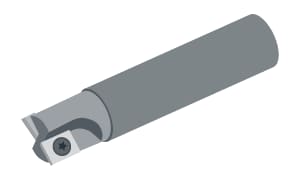
Špičky na jedno použití
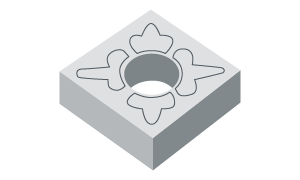
Špičky na jedno použití jsou před použitím mechanicky upevněny v držácích pomocí šroubů. Materiál pro břit je obecně slinutý karbid a tvary jsou definovány normou ISO (např. rovnostranný trojúhelník, čtverec, kosodélník a kruh).

Příklady pozorování a kontroly řezných nástrojů pomocí digitálního mikroskopu
Nejnovější příklady snímků z pozorování a kontroly řezných nástrojů pomocí digitálního 4K mikroskopu řady VHX společnosti KEYENCE jsou představeny níže.



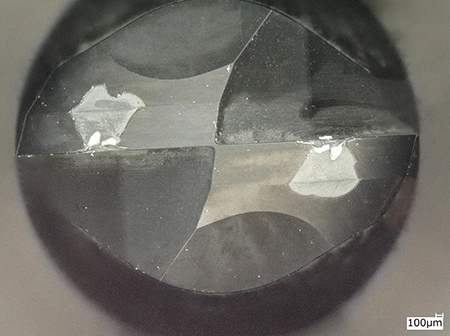



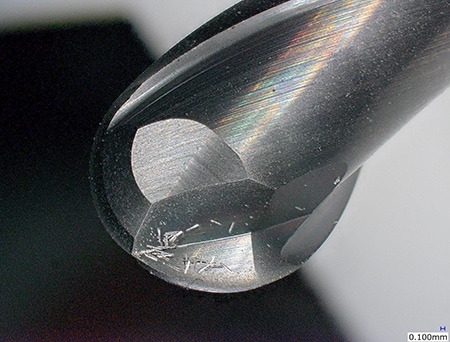
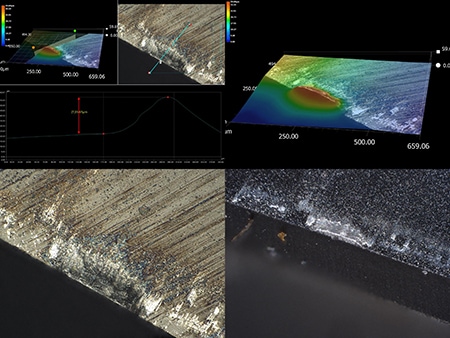
Pozorování přilnavosti břitu
3D pozorování ukázalo, že to, co bylo považováno za odštípnutí, byla ve skutečnosti přilnavost.
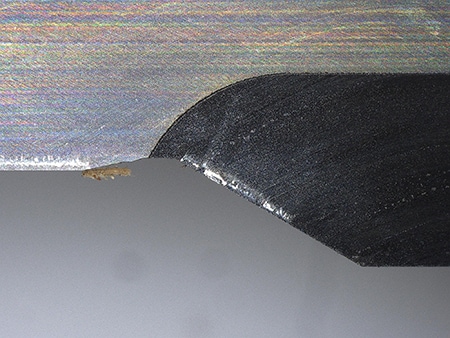
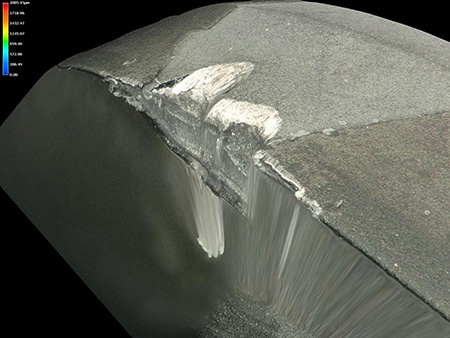
Pozorování bodu, ve kterém se nástroj začal lámat
Vícenásobné osvětlení umožňuje snadné pozorování výchozího bodu lomové plochy.
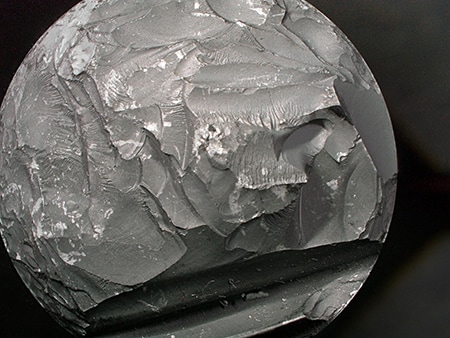

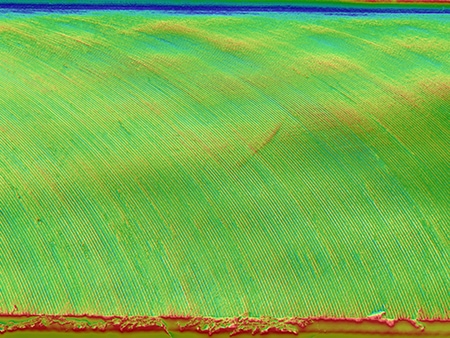
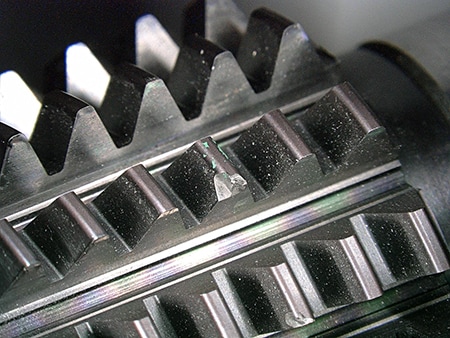
Pozorování povrchu řezu
Režim optického stínového efektu umožňuje pozorování vln na řezaném povrchu během několika sekund.