Pozorování a měření forem a zápustek pomocí digitálního mikroskopu
Formy a zápustky jsou nástroje, které jsou nezbytné pro hromadnou výrobu v současné době. V obou případech jde o klíčové prvky ve výrobě – například formy se používají při vstřikování plastů k tvarování pryskyřice a také při odlévání a zápustky se používají při lisování. V této části jsou představeny příklady pozorování a měření forem a zápustek pomocí digitálního mikroskopu.

- Výhody a nevýhody použití forem/zápustek
- Typy forem/zápustek
- Metody obrábění forem/zápustek
- Příklady pozorování a měření forem a zápustek pomocí digitálního mikroskopu
Výhody a nevýhody použití forem/zápustek
- Výhody
-
- Rychlá hromadná výroba produktů se stejným tvarem.
- Vysoce přesná výroba s malou variabilitou.
- Nejsou vyžadovány žádné speciální dovednosti a kdokoli je schopen snadno provádět operace.
- Minimální materiálový odpad a nízké náklady na zpracování.
- Nevýhody
-
- Výroba formy/zápustky může být nákladná a časově náročná.
- Je nutná vysoká úroveň dovedností a zkušeností pro výrobu forem/zápustek.
Typy forem/zápustek
Formy a zápustky jsou nástroje používané k formování a tvarování materiálů.
Zápustky jsou „otevřené“ v tom smyslu, že se skládají z horní a spodní části, které nejsou utěsněny.
Na druhé straně formy jsou „uzavřené“ a materiály jako kov a pryskyřice se nalévají do dutiny, aby se vytvořil hotový výrobek.
Zápustky
- Lisovací zápustky
- Lisovací zápustky se používají k tvarování karoserií automobilů a dalších komponent. Jedná se o nejběžnější typ zápustek. Lisovací zápustky lze dále rozdělit na děrovací zápustky, ohýbací zápustky a kompresní zápustky.
- Kovací zápustky
- Tyto zápustky se používají k tvarování hnacích komponent pro automobily a další vozidla. Zápustky se používají na principu úderu do materiálu a vytvoření jiného tvaru. Díly vyžadující vysokou pevnost se obvykle vyrábějí pomocí kovacích zápustek. Existují dvě hlavní metody kování: Kování za tepla, kdy se materiál před ražením zahřeje a změkne, a kování za studena, kdy je materiál ražen při pokojové teplotě.
Formy
- Formy pro vstřikování plastů
- Tyto formy se používají pro lisování plastových dílů. Plastový materiál se zahřeje v topném válci a poté se natlakuje a vstřikuje do formy. Plast poté chladne a tuhne.
- Formy pro tlakové lití
- Formy pro tlakové lití se používají pro lisování vstřikováním roztaveného hliníku, hořčíku nebo jiného materiálu do formy pod vysokým tlakem. To umožňuje hromadnou výrobu litých produktů s vysokou přesností a velmi kvalitními povrchovými úpravami při vysokých rychlostech. Termín „tlakové lití“ se obecně používá k označení metody odlévání i lisovaného výrobku.
- Odlévací formy
- Odlévání se provádí zahříváním litiny, hliníkových slitin, mědi, mosazi nebo jiných materiálů na vysoké teploty, dokud se neroztaví, a poté nalitím roztaveného materiálu do formy. Forma použitá k odlévání se nazývá licí forma a výsledný produkt se nazývá odlitek.
- Prášková forma
- Práškové formy se používají k formování výrobků stlačením a následným vytvrzením kovového prášku.
Metody obrábění forem/zápustek
- Řezání
- Formy a zápustky lze obrábět pomocí nástroje s hranami k odříznutí povrchu materiálu. Toto řezání se nejčastěji provádí v obráběcím centru.
- Broušení
- Brusné bity lze také použít k obrábění forem a zápustek. Tato metoda umožňuje obrábět tvrdé materiály, které nelze obrábět řezáním, včetně kalené oceli a slinutého karbidu. Ve srovnání s řezáním umožňuje tato metoda obrábění s vyšší přesností a běžně se používá pro dokončovací práce. Broušení však také trvá déle.
- Drátové obrábění elektrickým výbojem
- Drátové obrábění elektrickým výbojem je metoda, která k řezání kovu používá mosazné dráty. Touto metodou je možné obrábění bez ohledu na tvrdost kovu, což umožňuje obrábění kalených ocelových materiálů, slinutých karbidů a dalších kovů.
Příklady pozorování a měření forem a zápustek pomocí digitálního mikroskopu
Nejnovější příklady pozorování a měření forem a zápustek pomocí digitálního 4K mikroskopu KEYENCE řady VHX jsou uvedeny níže.

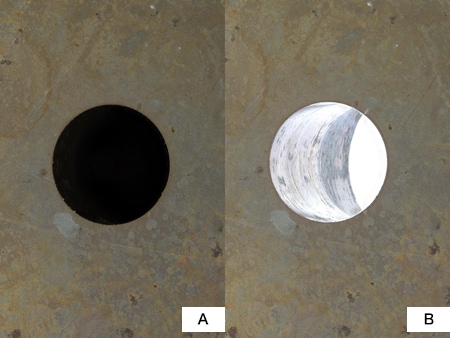
VHX-E20, 20×
- A: Bez podsvícení
- B: S podsvícením


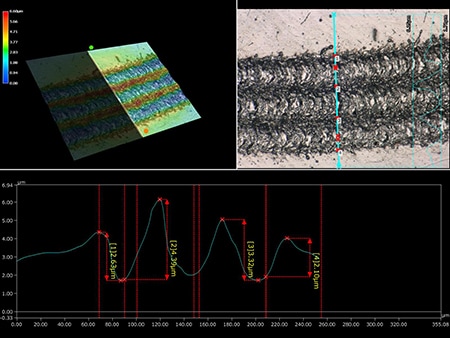
ZS-200, 1500×, koaxiální osvětlení
Řízení opotřebení je možné díky měření produktů ve 3D.


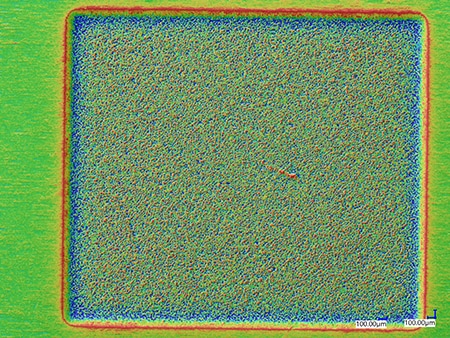
ZS-200, 500×, koaxiální osvětlení

Snímek v režimu optického stínového efektu
Režim optického stínového efektu lze použít k vizualizaci mikroskopických nepravidelností.


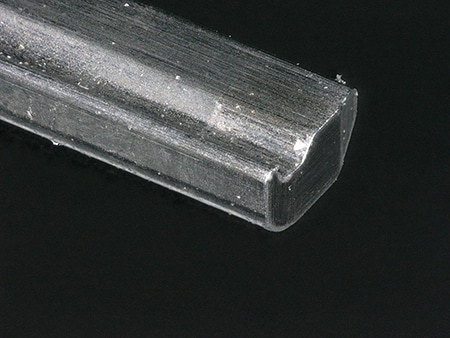
Snímek v režimu optického stínového efektu
Režim optického stínového efektu lze použít k vizualizaci saténových povrchových vzorů.