Příčiny vad vzniklých při lisování (otřepy, otlaky) a pozorování vad a řezů (lomové plochy)
Lisování se široce používá při hromadné výrobě různých výrobků. Zejména s rozvojem elektronického řízení automobilů během posledních let vyvstaly požadavky na ještě vyšší přesnost, odolnost a spolehlivost nejen rámů a posuvných částí vozidel, ale také elektrických součástí, které se neustále miniaturizují a instalují s vyšší hustotou, a také kovových součástí elektronických zařízení.
Tato část vysvětluje obvyklé vady lisování, jejich příčiny a protiopatření. Představuje příklady použití našeho digitálního 4K mikroskopu, který zlepšuje sofistikovanost a efektivitu pozorování vad a řezů, jako jsou lomové plochy. Tyto příklady jsou důležité při testování, navrhování a vytváření prototypů ve výzkumu a vývoji a při kontrolách prováděných v rámci zajišťování kvality.

- Příčiny a opatření proti vadám vzniklým při lisování
- Příklady pozorování průřezů a vad na lisovaných výrobcích
- 4K mikroskop, který ve velké míře optimalizuje výzkum a vývoj, procesy návrhu a zajištění kvality lisovaných výrobků
Příčiny a opatření proti vadám vzniklým při lisování
Typy lisování
Při lisování se materiál tvaruje podle potřeby různými metodami působením tlaku, obvykle pomocí formy zvané matrice a razníku. Níže jsou uvedeny obvyklé způsoby lisování.
- Střih: Materiál se zpracovává (stříhá) působením síly, která překračuje jeho mez lomu.
- Ohyb: Materiál se ohýbá působením tahové síly na jedné straně a tlakové síly na druhé straně.
- Hluboké tažení: Materiál se zpracovává působením tahového napětí.
- Komprese: Materiál se zpracovává působením tlakové síly.
Příčiny a opatření proti obvyklým vadám vzniklým při lisování
Tato část vysvětluje obvyklé vady lisování, jejich příčiny a protiopatření. Vzhledem k faktorům, jako jsou vlastnosti materiálu, konstrukce a principy zpracování, je úplné a trvalé odstranění všech vad obtížné. Je však důležité co nejvíce zlepšit výtěžnost snížením výskytu vad pomocí různých protiopatření.
- Otřepy
- Příčina: K této vadě dochází například proto, že při střihu vzniká příliš velká mezera (vůle) mezi razníkem a matricí.
Protiopatření: Dbejte na to, aby střihová plocha tvořila polovinu až třetinu tloušťky desky a aby byl tento stav rovnoměrný.
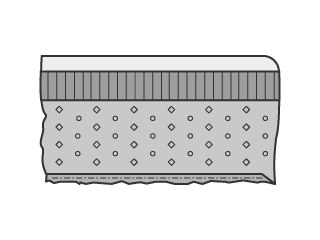
Snímky struktury řezů materiálem po stříhání s různými vůlemi jsou uvedeny níže s vysvětlením názvů a charakteristik částí.

- Střihové prohnutí: Hladký povrch způsobený povrchem taženého materiálu.
- Střihová plocha: Lesklý povrch se svislými pruhy. Při stříhání vznikají řezáním razníkem a třením mezi naneseným kovem a materiálem jemné škrábance.
- Lomová plocha: Ve srovnání se střihovou plochou se jedná o drsnější povrch, který byl stržen, takže jeho povrch je velmi nerovný.
- Otřep: Zubatý výčnělek z materiálu. Velké otřepy mohou vést k vadným výrobkům z důvodu nedostatečné přesnosti mezi díly a k bezpečnostním problémům, jako jsou zranění způsobená ostrými hroty otřepů.
- Tloušťka plátu
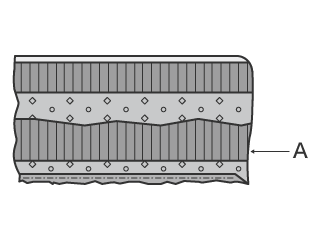
Když vůle překročí určitou hodnotu, vede zvyšující se vůle k větším otřepům. Přesnost tvaru a rozměrů se také snižuje vlivem problémů, jako je deformace způsobená extrakčním tlakem. Příliš malá vůle na druhou stranu způsobuje vznik sekundární střihové plochy (A na obrázku vpravo) na druhé straně lomové plochy, což vede ke vzniku otřepů ve tvaru whiskerů.
Velikost otřepu se vyjadřuje jako tloušťka jeho základny (A na tomto obrázku) nebo jako jeho výška (B na tomto obrázku).

- Zpětné pružení
- Příčina: Po ohýbání působí zbytkové tlakové a tahové napětí v materiálu proti sobě, což způsobí, že se zpracovávaný díl ohne zpět do původního tvaru.
Protiopatření: Proveďte ohnutí do úhlu, který je hlubší než zamýšlený úhel, nebo na razník přidejte přítlačnou destičku nebo rýhovaný přípravek s drážkou.
- Zvrásnění
- Příčina: K tomuto jevu dochází při působení tlakové síly na přírubu během hlubokého tažení.
Protiopatření: Dosáhněte rovnoměrného zatížení materiálu potlačením tvorby zvrásnění při hluboké tažení. Kromě pevného potlačování zvrásnění je možné také pohyblivé potlačování zvrásnění, které využívá sílu pružiny nebo podložku.
- Praskliny
- Příčina: Praskliny v materiálu vznikají, když tahová síla při hlubokém tažení překročí mez lomu.
Při ohýbání mohou vzniknout praskliny, rozštípnutí a trhliny v ohýbané části v důsledku směru válcování materiálu nebo parametrů šířky ohybu.
Protiopatření: Při hlubokém tažení snižte tlak na potlačení zvrásnění nebo vyhlaďte křivku matrice, čímž snížíte deformační odpor. Při ohýbání dbejte na to, aby linie ohybu a směr válcování materiálu byly kolmé, případně nastavte šířku ohybu alespoň na osminásobek tloušťky plechu.
- Hromadění odpadního materiálu (příčina otlaků a škrábanců)
- Příčina: Jedná se o jev, kdy se po extrakčním zpracování vlivem faktorů, jako je podtlak, olejové vrstvy a magnetismus, na razidlo nalepí odpadní materiál (který by měl být z formy odstraněn). Hromadění odpadního materiálu je příčinou vad, jako jsou otlaky a škrábance na povrchu materiálu, a může také vést k poškození formy.
Protiopatření: Nainstalujte na razník kolík s dorazem, abyste vytvořili fyzickou mezeru mezi odpadním materiálem a razníkem. Mezi další metody patří odvádění vzduchu z hrotu razníku, vyříznutí drážky v razníku a přivedení vzduchu drážkou a odsávání odpadního materiálu zespodu. Míru přilnutí odpadního materiálu k razníku lze také snížit snížením viskozity použitého oleje nebo vyříznutím drážky v razníku, čímž se zmenší kontaktní plocha s olejem.
Příklady pozorování průřezů a vad na lisovaných výrobcích
Někdy se vadám při lisování nelze vyhnout pouhou usilovnou prací ve výrobě. V počátečních fázích výzkumu a vývoje, při výběru materiálu a návrhu výrobku a formy je nezbytné usilovat o zlepšení prostřednictvím co největšího počtu opakovaných zkoušek a prototypů. Při zajišťování kvality je také důležité zkoumat příčiny závad na kovových dílech vyrobených lisováním a tyto díly zlepšovat.
Z toho důvodu je ve všech těchto krocích nezbytné podrobné pozorování vad optickým mikroskopem.
Optický mikroskop lze například využít k podrobné kontrole splnění příslušných podmínek zpracování při stříhání na základě řezu a ke zjištění, zda tyto podmínky mohly vést ke vzniku otřepů. Opracované kovové součásti jsou ale trojrozměrné, což komplikuje jejich pozorování, protože je obtížné zaostřit obraz v celém zorném poli a protože drsnost povrchu a odrazivost se ve stejném zorném poli liší.
V této části jsou vysvětleny výhody digitálního 4K mikroskopu řady VHX a zároveň jsou zde uvedeny příklady jeho použití při vysoce přesném pozorování mikroskopických rozdílů povrchu, jako jsou střihová prohnutí, střihové a lomové plochy, prostřednictvím průřezu lisovaného výrobku a pozorování vzhledu vad, jako jsou otřepy a otlaky.
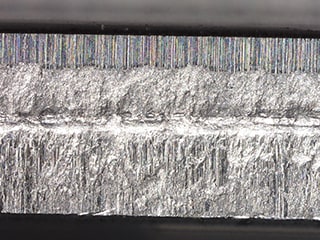
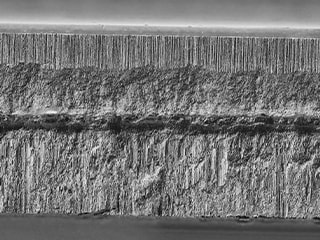
Pozorování průřezů lisovaných výrobků s vysokou přesností (střihové prohnutí, střihová plocha, lomová plocha)
Na průřezu střiženého lisovaného výrobku lze vyhodnotit například to, zda je vůle mezi razníkem a matricí přiměřená z hlediska poměru střiženého povrchu k tloušťce plechu, kvality zpracování a příčin vzniku otřepů. Povrchové podmínky – jako jsou prohlubně a výstupky, drsnost a vzor – se liší u střihového prohnutí, střihových a lomových ploch, které se objevují v průřezu. Přestože má každá část stejnou barvu a nízký kontrast, odrazivost světla se liší, takže je obtížné pozorovat celkové podmínky povrchu, protože v některých částech například vznikají odlesky.
Digitální 4K mikroskop řady VHX disponuje prvky, které zajišťují vysoké rozlišení a velkou hloubku ostrosti, jako je telecentrický objektiv s vysokým rozlišením a 4K obrazový senzor CMOS, což zajišťuje výjimečné rozlišení tohoto mikroskopu. Proto lze pořídit jasné obrazy, na kterých je zaostřen celý průřez, i když má stejný průřez různé povrchové podmínky.
Speciálně navržený optický systém, 4K obrazový senzor CMOS a režim optického stínového efektu – nový způsob pozorování využívající kombinaci osvětlení – zajistí analýzu posunu (kontrastu) zachyceného při osvětlení z více směrů, což umožňuje zřetelné pozorování mikroskopických nerovností povrchu a dalších povrchových podmínek s vysokým kontrastem. Snímky získané v režimu optického stínového efektu lze kombinovat s informacemi o barvě a vizualizovat tak informace o hloubce a výšce pomocí různých barev.
Řada VHX umožňuje tuto pokročilou metodu pozorování s jednoduchým ovládáním, což výrazně zvyšuje rychlost pozorování a vyhodnocování průřezů, při kterých je nezbytné časově náročné určování podmínek.

Pozorování mikroskopických otřepů s úplným zaostřením
Přestože jsou otřepy na lisovaných výrobcích malé, bývají tvrdé a ostré, takže mohou snižovat bezpečnost výrobku. Může docházet k zachycení otřepů při montáži dílů, což negativně ovlivňuje výtěžnost výroby.
Při zkoumání příčiny vzniku otřepu poskytuje nejdůležitější informace jeho základna a vrchol, ale oba tyto aspekty je obtížné jasně a současně pozorovat na celkovém snímku optickými mikroskopy, protože otřepy jsou trojrozměrné a mikroskopické, což znamená, že při pozorování je možné zaostřit pouze jejich část.
Špičková optická technologie a pozorovací systém digitálního 4K mikroskopu řady VHX umožňují pozorování trojrozměrných objektů na základě snadno zachytitelných snímků objektů, které jsou zaostřené v celém zorném poli.
Objektiv, 4K obrazový senzor CMOS a kruhové osvětlení – které poskytují vysoké rozlišení a velkou hloubku ostrosti – umožňují pozorovat i otřepy ve tvaru whiskerů s využitím vysoce přesných 4K obrazů, na kterých je celý otřep zaostřený od základny až po jeho vrchol.
Celkový obraz vady lze zobrazit přehledně a s vysokým rozlišením, což vede k výrazné optimalizaci postupu při vyšetřování příčin pomocí pozorování.

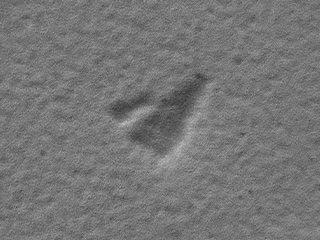
Pozorování otlaků a dalších mikroskopických vad s vysokým rozlišením
Menší otlaky a mikroskopické škrábance způsobené hromaděním odpadního materiálu a podobné vady mají v případě kovového materiálu minimální kontrast vůči pozadí. Z toho důvodu bylo někdy obtížné určit stav a docházelo k případům, kdy tyto důlky a škrábance nebylo možné dobře zjistit, ani když se úpravám věnoval dostatek času.
V případě digitálního 4K mikroskopu řady VHX není nutné určovat podmínky ručně. Operátor může jediným kliknutím na tlačítko zvolit obraz, který je nejvhodnější k účelu pozorování s využitím funkce vícenásobného osvětlení, která automaticky získá data všesměrového osvětlení. I po výběru obrazu se automaticky uloží obrazy s jinými světelnými podmínkami, což umožňuje pozorování za jiných podmínek, aniž by bylo nutné na stolek znovu umisťovat vzorek.
Režim optického stínového efektu představuje nový způsob pozorování, který umožňuje snadné zaznamenávání obrazů s vysokým kontrastem při současné eliminaci potíží spojených s potřebou vakua, a lze ho proto využít k pozorování i mikroskopických otlaků s vysokým kontrastem a jasným obrazem.

4K mikroskop, který ve velké míře optimalizuje výzkum a vývoj, procesy návrhu a zajištění kvality lisovaných výrobků
Přestože je pozorování průřezů a mikroskopických vad lisovaných produktů obtížné a určení podmínek zabere dlouhou dobu i zkušené obsluze vlivem faktorů, jako je charakteristický lesk kovových materiálů používaných u těchto výrobků, digitální 4K mikroskop řady VHX umožňuje rychlé provádění těchto pozorování se snadnou obsluhou.
Vysoce přesné snímky s rozlišením 4K pořízené s využitím různých funkcí zlepšují sofistikovanost a efektivitu pozorování nezbytného při výzkumu a vývoji, navrhování a zdokonalování výrobků a forem a zajištění kvality v případě poruch výrobků.
Pokud máte další dotazy k řadě VHX, klikněte na tlačítka níže.
