Pozorování a analýza lití do písku
Lití je způsob zpracování, při kterém se kovové materiály roztaví, nalijí do forem a poté při chladnutí vytvrzují do cílových tvarů. Tato část představuje příklady pozorování a analýzy lití do písku.

- Typické metody lití
- Typy a vlastnosti lití do písku
- Typické vady odlitku
- Příklady pozorování a analýzy lití do písku pomocí digitálního mikroskopu
Typické metody lití
Typické způsoby lití zahrnují následující.
- Lití do písku
- Typ formy: Písková
Nejstarší metoda lití. Roztavený kov se nalije do pískové formy. Formy lze použít pouze jednou, ale náklady na jejich výrobu jsou nízké, takže tato metoda je vhodná pro malosériovou výrobu. Povrchy dílů vyrobených pískovými formami jsou drsné kvůli částečkám písku ve formě. Přesnost také není nijak zvlášť vysoká. - Lití pod tlakem
- Typ formy: Kovová
Při tomto způsobu lití se roztavený kov vstřikuje do kovové formy pod vysokým tlakem. Kovové formy jsou drahé, ale lze je používat opakovaně, proto je tato metoda vhodná pro hromadnou výrobu. Povrchy tlakově litých dílů jsou hladké a lze rychle vyrábět vysoce přesné výrobky. - Lití do trvalých forem
- Typ formy: Kovová
Roztavený kov se lije pouze působením gravitační síly, bez použití tlaku. Tato metoda se nazývá gravitační lití nebo kokilové lití. Výrobky odlévané touto metodou mají vysokou rozměrovou přesnost a vynikající mechanické vlastnosti, proto je tato metoda vhodná pro díly, které vyžadují vysokou pevnost. - Lití metodou ztraceného vosku
- Typ formy: Sádrová, keramická
Roztavený vosk se nalije do formy, aby se vytvořil voskový model. Model je pokryt sádrou nebo keramikou. Peče se v peci, aby se vosk roztavil. Vosk se roztaví a vyteče a ve vypálené sádře nebo keramice zanechá prostor, který se stane formou. Formy lze použít pouze jednou, ale náklady na jejich výrobu jsou nízké, takže tato metoda je vhodná pro malosériovou výrobu. Povrchy odlitků ze ztraceného vosku jsou hladké, takže lze vyrábět vysoce přesné výrobky.
Typy a vlastnosti lití do písku
Výhody a nevýhody lití do písku
- Výhody
- Dřevěné modely vyžadují nízkou počáteční investici.
- Dřevěné modely lze vyrobit rychle.
- Lze zformovat různé tvary, což umožňuje lití složitých a velkých výrobků.
- Vhodné pro malosériovou výrobu mnoha typů výrobků
- Lze odlévat jakýkoli kovový materiál. (Při lití pod tlakem se můžou používat pouze neželezné kovy, jako jsou slitiny hliníku, slitiny zinku a slitiny hořčíku.)
- Nevýhody
- Nízká rozměrová přesnost
- Licí plochy jsou drsné kvůli pískovým formám.
- Provozní náklady jsou vysoké, protože pískové formy jsou pokaždé zničeny, takže tato metoda není vhodná pro hromadnou výrobu.
- Nižší mechanické vlastnosti ve srovnání s litím do trvalých forem díky nízké rychlosti chlazení
Typy pískových forem
Různé typy pískových forem se liší použitým způsobem spojení. Dva nejběžnější typy pískových forem jsou:
- Surová forma
- Do křemičitého písku se přidává jíl (bentonit) a ke spojení pískové formy se využívá vazebná síla vody. Křemičitý písek je levný, protože se vytváří přirozeně, ale není vhodný pro hromadnou výrobu.
- Skořepinová forma
- Používá se směs písku a pryskyřice vyrobená smícháním termosetové fenolové pryskyřice s křemičitým pískem. Tento typ formy se nazývá skořepinová, protože forma je tenká jako skořepina.
Tenké skořepinové formy vytvářejí hladké povrchy a často se používají pro přesné lití dílů automobilových motorů a podobných dílů. Skořepinové formy lze snadno zničit, a proto jsou vhodné pro hromadnou výrobu. Jsou však dražší ve srovnání se surovými formami, protože je třeba použít kovové modely.
Velikost částic písku
Velikost částic písku výrazně ovlivňuje povrchy odlitků.
Menší částice písku vytvářejí hladší litý povrch, ale brání proudění vzduchu a mohou zadržovat plyny, což může vést k vadám. Větší částice písku vytvářejí drsné lité povrchy, ale usnadňují proudění vzduchu, a tak mohou vyrábět odlitky s menším počtem vad způsobených plyny.
Velikost částic písku by měla být zvolena podle potřeb aplikace.
Typické vady odlitku
Mezi typické vady odlitku patří následující.
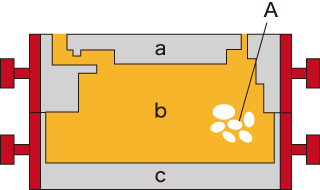
- Sraženina
-
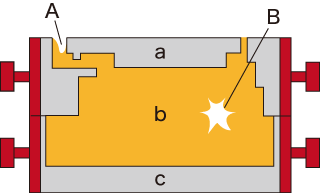
- A: Vnější sraženina
- B: Sraženina
- a: Horní forma
- b: Jádro
- c: Spodní forma
Sraženina je druh dutiny. Sraženiny jsou relativně velké prohlubně složitého tvaru, které se vyskytují uvnitř litých předmětů v důsledku objemového smrštění, když se předměty mění z kapaliny na pevnou látku.
- Bublina
-
- A: Bubliny
- a: Horní forma
- b: Jádro
- c: Spodní forma
Bubliny jsou dalším typem dutiny. Bubliny jsou kulaté prohlubně v litých předmětech. Roztavený kov obsahuje vzduch nebo jiné plyny, když se nalévá do forem, což způsobuje vznik bublin.
- Trhlina
-
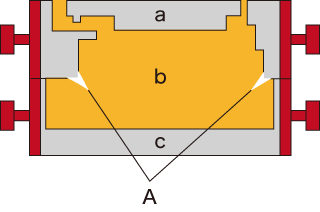
- A: Trhliny
- a: Horní forma
- b: Jádro
- c: Spodní forma
Trhliny jsou praskliny, které se vyskytují na povrchu litých předmětů. Trhliny vznikají v důsledku pnutí, která zůstávají v důsledku objemového smrštění nebo jiných příčin během lití.
- Nezaběhnutí
- K nezaběhnutí dochází, když se dutinu formy nepodaří zcela zaplnit roztaveným kovem, což má za následek neúplný tvar litého produktu.
- Otřep
- Otřepy se vyskytují podél lícujících ploch (dělicích ploch). Častými příčinami otřepů jsou vady přesnosti formy, nesprávná montáž a zvětšená vůle v důsledku poškození.
- Vada rozměrů
- Formy jsou vyráběny se zohledněním objemového smrštění nebo deformace při lití. Tento problém může způsoben nesprávnými očekáváními, vadami rozměrů formy nebo nesprávnou montáží.
- Vada povrchu odlitku
- Vady povrchu odlitku se objevují, když se písek na povrchu formy roztaví a připálí na povrch odlévaného výrobku.
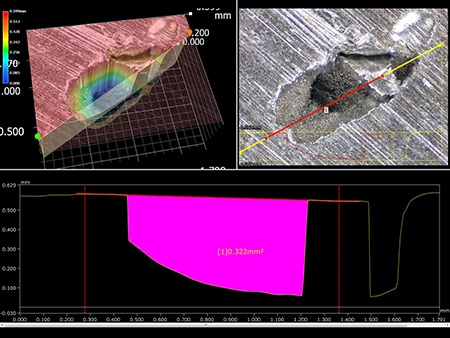
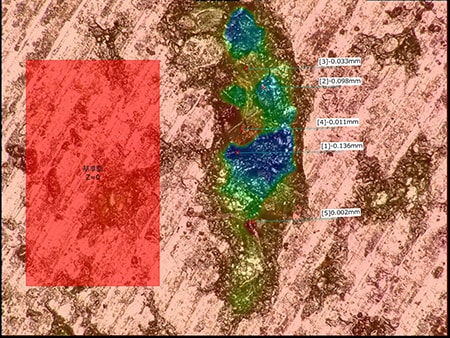
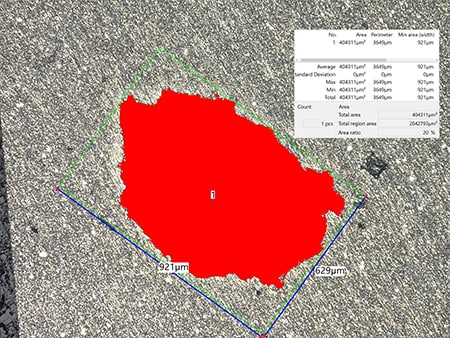
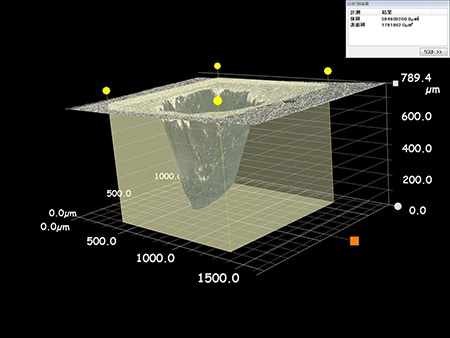
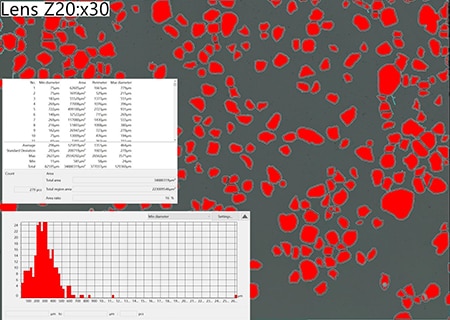
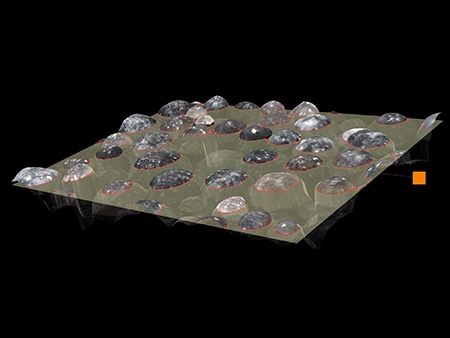
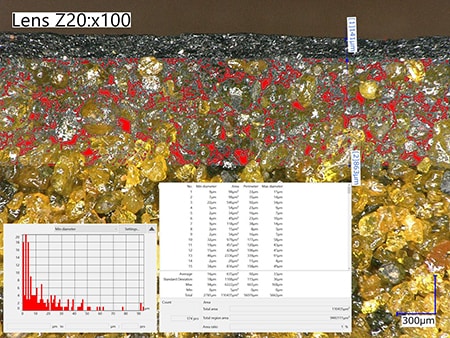
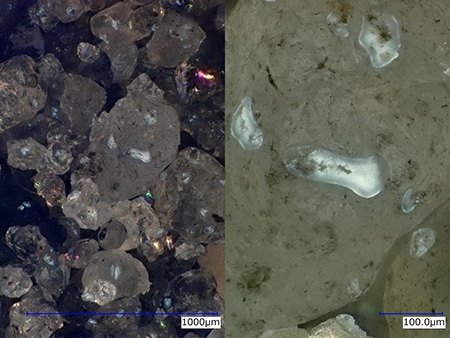
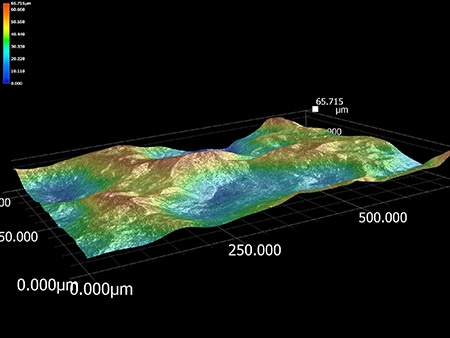
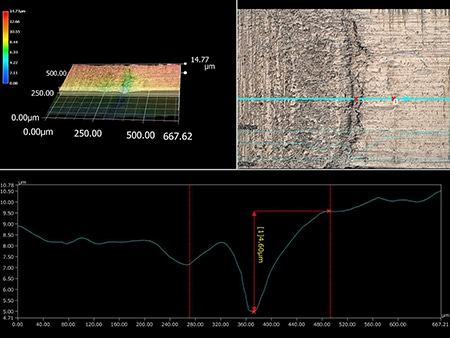
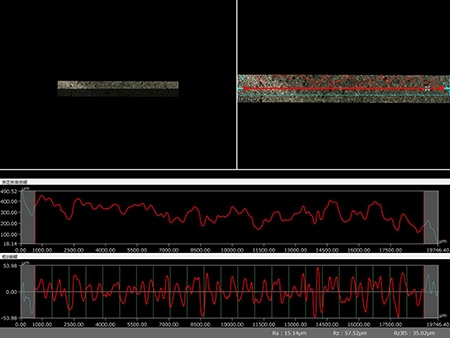
Příklady pozorování a analýzy lití do písku pomocí digitálního mikroskopu
Nejnovější příklady pozorování a analýzy lití do písku pomocí digitálního 4K mikroskopu KEYENCE řady VHX jsou uvedeny níže.