Messung von abgeschrägten Kanten

Das Anfasen (auch oft als „Abschrägen“ bezeichnet) wird häufig an Messobjekten und Produkten aus Metall, Kunststoff und verstärktem Glas durchgeführt. Auch an Produkten, die von Menschen berührt werden, wie z. B. Uhren, Smartphones und Tablets, werden häufig Fasen angebracht. Außerdem werden mechanische Messobjekte, die andere Messobjekte berühren, wie z. B. Zahnräder, oft abgeschrägt, um Verschleiß an den Kanten zu vermeiden.
Für Messobjekte, die eine präzise Anfasung erfordern, ist eine hochpräzise und quantitative Messung nötig, um zu bestätigen, dass die Anfasung korrekt ist. Auf dieser Seite werden grundlegende Kenntnisse über Fasenflächen vermittelt, einschließlich der Zeichnungsdarstellungen und der Durchführung präziser Messungen.
- Fasenflächen
- Notation von Fasenflächen in Zeichnungen
- Berechnen der Tiefe einer Fasenfläche
- Schwierigkeiten bei der Messung
- Lösungen zur Messung von Fasenflächen
- Zusammenfassung: Erhebliche Verbesserung und höhere Effizienz bei Messungen von Fasen
Fasenflächen
Wenn harte Materialien geschert oder gestanzt werden, sind ihre Kanten sehr scharf. Aus diesem Grund werden die Kanten bearbeitet, indem die Ecke weggeschnitten wird. Es gibt verschiedene Arten von Kantenschneidverfahren, die jeweils eine andere Schnittform aufweisen. Das Anfasen ist ein Verfahren, bei dem die Kante in einem Winkel geschnitten wird. Beim Abrunden wird einer Kante eine runde Form verliehen, und das leichte Anfasen ist eine Art des Anfasens, die präzise angepasst wird.
Notation von Fasenflächen in Zeichnungen
Fasenflächen werden in Zeichnungen oft durch eine Kombination aus dem Buchstaben C und einer Zahl angezeigt, zum Beispiel C5 oder C10. C steht für Fase (als Abkürzung für die englische Bezeichnung „chamfering“) und zeigt in der Regel eine im 45-Grad-Winkel abgeschrägte Oberfläche an. Die Zahl neben dem C gibt die Länge (mm) des abzuschneidenden Teils der Kante an. Mit anderen Worten, es handelt sich um eine Fläche, die in einem 45-Grad-Winkel abgeschrägt wurde, um einen Bereich der Kante zu entfernen, der ein gleichschenkliges rechtwinkliges Dreieck bildet, wobei die angezeigte Länge die Länge der beiden gleichen Seiten ist. Die Abbildung unten zeigt die Zeichnungsdarstellung und Bearbeitungsdetails für ein Beispiel von C3.

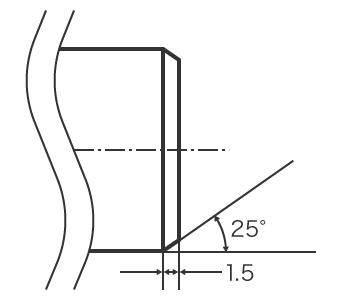
Wenn die abzuschneidende Ecke keinen abgeschrägten 45-Grad-Oberflächenwinkel hat, werden der Winkel und die Länge der Seite mit diesem Winkel in der Zeichnung angegeben. Wenn zum Beispiel eine Ecke von 1,5 mm auf einer Seite in einem 25-Grad-Winkel abgeschnitten wird, wird die Fase wie unten dargestellt angezeigt.
Berechnen der Tiefe einer Fasenfläche
Wenn eine Ecke abgeschrägt wird, indem das Werkzeug in einem 45-Grad-Winkel auf das Messobjekt aufgesetzt wird, oder umgekehrt, kann die Tiefe, die abgeschnitten werden soll, durch Berechnung der Tiefe aus den Dreiecksseiten ermittelt werden.
Die abzuschneidende Tiefe wird mit dem Buchstaben D angezeigt. Im Falle von C1 kann die abzuschneidende Tiefe mit der folgenden Formel berechnet werden.
- D = 1,0 / √2 ≈ 0,7 (mm)
- Um D zu finden, teilen Sie das gleichschenklige rechtwinklige Dreieck mit einer Seitenlänge von 1 mm in zwei Hälften. D ist die Länge der kurzen Seite des neuen gleichschenkligen rechtwinkligen Dreiecks, wobei die lange Seite 1,0 ist.

Die Verhältnisse der Seiten eines gleichschenkligen rechtwinkligen Dreiecks sind 1:1:√2.
Dieses Verhältnis kann wie unten dargestellt vereinfacht werden.
- D ≈ 0,7 (mm)
- Mit dieser Formel kann die Tiefe einer Ecke ermittelt werden, die in einem 45-Grad-Winkel abgeschnitten werden soll. Im Fall von C4 ist die Tiefe zum Beispiel D x 4 ≈ 2,8.
Schwierigkeiten bei der Messung
Es ist sehr wichtig zu überprüfen, ob das Anfasen die gewünschten Abmessungen (innerhalb der Toleranzen) und die gewünschte Form ergeben hat. Fasenflächen sind dreidimensional und erfordern eine hochpräzise, quantitative Messung der 3D-Form.
Da die Form jedoch dreidimensional und typischerweise klein ist, kann es schwierig sein, genaue Messungen zu erhalten.
Schwierigkeiten bei der Messung – 3D-Koordinatenmessgerät

Ein 3D-Koordinatenmessgerät berührt das Messobjekt normalerweise an drei bis sechs Punkten mit einem Messtaster und erzeugt dann eine virtuelle Oberfläche, um die Fasenfläche zu messen. Diese Messung bringt folgende Herausforderungen mit sich:

- Wenn die zu messende Fasenfläche klein ist, zum Beispiel 1 mm2, ist es sehr schwierig, die Form genau zu messen, indem man die Oberfläche mit einem Messtaster anvisiert und eine virtuelle Oberfläche erstellt.
- Die Programmierung und Bedienung von 3D-Koordinatenmessgeräten kann schwierig und zeitaufwändig sein, insbesondere bei der Messung von kleinen Merkmalen. Für die Messung von Fasen müssen in der Regel CAD-Zeichnungen verwendet werden, um das System zu programmieren, was die für die Messungen erforderlichen Kenntnisse weiter erhöht.
Aus diesem Grund besteht ein großes Problem bei 3D-Messgeräten darin, dass nicht alle Anwender am Arbeitsplatz in der Lage sind, Fasenflächen genau zu messen. Außerdem wird die Fasenfläche auf der Grundlage der Schnittpunkte der erstellten virtuellen Oberfläche gemessen und kann nicht die tatsächliche Form wiedergeben.
Schwierigkeiten bei der Messung – Profilmessgerät

Profilmesssysteme müssen eine Messung senkrecht zur Form der zu messenden Fasenfläche vornehmen. Dies beinhaltet die folgenden Herausforderungen:

- Das Bauteil muss vor der Messung fixiert und nivelliert werden.
- Kenntnisse und Fähigkeiten im Umgang mit einem Profilmesssystem sind ebenfalls erforderlich, um ein Messobjekt präzise zu nivellieren.
- Das Nachzeichnen der gewünschten Linie mit dem Taststift ist eine äußerst schwierige Arbeit. Selbst eine leichte Verschiebung des Taststifts führt zu Fehlern in den Messungen.
Schwierigkeiten bei der Messung – Handmessgerät
Handmessgeräte wie z. B. Messschieber zur Messung von Fasen oder eine Lehre ermöglichen eine sehr bequeme Messung. Es gibt jedoch zahlreiche Ursachen, die zu Messfehlern oder Abweichungen bei den Messdaten führen.
Bei einem Messschieber oder einer Lehre sind die Messbedingungen, wie z. B. die Kontaktkraft (Messkraft) bei der Messung von Hand und die Auswahl der gemessenen Punkte je nach Anwender unterschiedlich. Dies führt zu Schwankungen bei den Messwerten und erschwert quantitative Messungen.
Lösungen zur Messung von Fasenflächen
Wenn man die Herausforderungen bei den bisher gängigen Messmethoden betrachtet, stellt man fest, dass es einen bestimmten Punkt gibt, den alle als Herausforderung gemeinsam haben, und zwar, dass die Messung eines dreidimensionalen Messobjekts oder einer Fläche mittels Punkt- und Linienkontakt erfolgt.
Um diese Messherausforderungen zu lösen, hat KEYENCE das 3D-Profilometer der Modellreihe VR entwickelt. Die Modellreihe VR erfasst präzise die 3D-Daten der Oberfläche, ohne das Messobjekt zu berühren. Die Erfassung der Oberfläche erfolgt in einer Sekunde, wodurch eine schnelle und vollständige Analyse möglich wird.
Vorteil 1: Benutzerunabhängige Messung
Die Modellreihe VR kann automatisch Kanten finden und Profillinien zeichnen, die perfekt im rechten Winkel zur Kante stehen, um präzise Messdaten zu erfassen und Abweichungen bei den Messergebnissen zu vermeiden.







Die große Auswahl an Hilfswerkzeugen macht es einfach, reproduzierbare Messungen durchzuführen.
Sobald ein Messobjekt gescannt wurde, kann der Querschnitt im Nachhinein an jeder beliebigen Stelle gesetzt und verschoben werden. Damit muss dasselbe Messobjekt nicht mehr erneut eingestellt und gemessen werden. Dies ermöglicht auch Vergleiche mit früheren Daten, um die Unterschiede in der Form zu überprüfen, wenn ein Messobjekt die gleiche Form haben soll, aber in einer anderen Charge mit anderen Materialien unter anderen Verarbeitungsbedingungen hergestellt wurde.

Vorteil 2: Keine Fixierung erforderlich
Legen Sie für die Messung das Messobjekt einfach auf den Objekttisch und betätigen Sie eine Taste. Eine genaue Positionierung oder sonstige Vorbereitung ist nicht erforderlich.

Im Gegensatz zu bisher verwendeten Messgeräten extrahiert die Modellreihe VR die Merkmale des auf dem Objekttisch platzierten Messobjekts und korrigiert automatisch dessen Position. Die genaue Positionierung, die früher viel Zeit und Mühe erforderte, ist nicht mehr notwendig. So können auch unerfahrene Anwender einfach und sofort Messungen durchführen. Es muss kein Fachpersonal dafür beauftragt werden.
Vorteil 3: Schnelle, hochpräzise Messung
Die gesamte Oberfläche kann in nur einer Sekunde gescannt werden.

Da die Modellreihe VR in der Lage ist, Messobjekte schnell und einfach zu messen, kann sie bei hochpräzisen 3D-Messungen für eine Vielzahl von Zwecken eingesetzt werden. Neben der Entwicklung und Erprobung kann sie auch für Stichprobenprüfungen oder 100%-Inspektionen von Kleinserien oder hochwertigen Produkten eingesetzt werden. Sie kann den Vertrieb von fehlerhaften Produkten reduzieren und ermöglicht die einfache Erstellung von Berichten. Dies trägt dazu bei, Vertrauen zu gewinnen, ohne übermäßig viel Zeitaufwand investieren zu müssen.
Zusammenfassung: Erhebliche Verbesserung und höhere Effizienz bei Messungen von Fasen
Die Modellreihe VR löst die Herausforderungen herkömmlicher Messgeräte, indem flächenhafte Daten der Oberfläche schnell und genau misst.
- Anwenderspezifische Abweichungen bei der Messung können ausgeschlossen werden.
- Es sind weder Positionierung noch andere Vorbereitungen erforderlich: Die Messung kann einfach durch das Auflegen des Messobjekts auf den Objekttisch und betätigen einer Taste durchgeführt werden. Damit muss für die Messung kein Fachpersonal mehr herangezogen werden.
- 3D-Formen können mit hoher Geschwindigkeit und Genauigkeit gemessen werden. Dadurch ist es möglich, eine große Anzahl von Messobjekten in kurzer Zeit zu messen, was zur Qualitätsverbesserung beiträgt.
Dieses System ermöglicht auch Vergleiche mit früheren 3D-Formdaten und CAD-Daten sowie eine einfache Datenanalyse, wie z. B. die Verteilung innerhalb der Toleranzen. Es kann effektiv für eine Vielzahl von Zwecken eingesetzt werden, einschließlich Produktentwicklung, Trendanalysen in der Produktion und Stichprobenprüfungen.
