Betrachtung und Analyse von Sandguss
Gießen ist eine Verarbeitungsmethode, bei der metallische Materialien geschmolzen, in Formen gegossen und dann beim Abkühlen zu Messobjekten gehärtet werden. In diesem Abschnitt werden Beispiele für die Betrachtung und Analyse von Sandguss vorgestellt.

- Typische Gießverfahren
- Typen und Eigenschaften von Sandguss
- Typische Gussfehler
- Beispiele für die Betrachtung und Analyse von Sandguss mittels Digitalmikroskop
Typische Gießverfahren
Zu den typischen Gießverfahren gehören die folgenden.
- Sandguss
- Art der Gussform: Sand
Das älteste Gießverfahren. Geschmolzenes Metall wird in eine Sandform gegossen. Die Formen können nur einmal verwendet werden, jedoch sind die Kosten für ihre Herstellung gering, sodass sich diese Methode für die Produktion kleinerer Serien eignet. Mit Sandformen hergestellte Gussteile haben aufgrund der Sandpartikel der Form eine raue Oberfläche. Außerdem ist die Maßgenauigkeit nicht sehr hoch. - Druckguss
- Art der Gussform: Metall
Bei diesem Gießverfahren wird geschmolzenes Metall unter hohem Druck in eine Metallform gespritzt. Metallformen sind teuer, können aber wiederholt verwendet werden, sodass diese Methode für die Serienproduktion geeignet ist. Die Oberflächen von Druckgussteilen sind glatt, und es können schnell hochpräzise Produkte hergestellt werden. - Dauerformguss
- Art der Gussform: Metall
Geschmolzenes Metall wird nur unter der Einwirkung der Schwerkraft gegossen, ohne Druck auszuüben. Dieses Verfahren wird als Schwerkraft-Guss oder Kokillenguss bezeichnet. Gusserzeugnisse, die nach diesem Verfahren hergestellt werden, weisen eine hohe Maßgenauigkeit und hervorragende mechanische Eigenschaften auf, weshalb sich dieses Verfahren für Teile eignet, die eine hohe Festigkeit erfordern. - Wachsausschmelzverfahren
- Art der Gussform: Gips, Keramik
Geschmolzenes Wachs wird in eine Form gegossen, um ein Wachsmodell herzustellen. Das Modell wird mit Gips oder Keramik überzogen. Es wird in einem Ofen gebrannt, um das Wachs zu schmelzen. Wenn das Wachs geschmolzen ist und ausläuft, kann der im gebrannten Gips oder in der gebrannten Keramik verbleibende Raum als Form genutzt werden. Die Formen können nur einmal verwendet werden, jedoch sind die Kosten für ihre Herstellung gering, sodass sich diese Methode für die Produktion kleinerer Serien eignet. Die Oberflächen von Wachsausschmelz-Gussteilen sind glatt, sodass hochpräzise Produkte hergestellt werden können.
Typen und Eigenschaften von Sandguss
Vor- und Nachteile von Sandguss
- Vorteile
- Holzmodelle erfordern geringe Anfangsinvestitionen.
- Holzmodelle können schnell hergestellt werden.
- Es können verschiedene Formen gegossen werden, was das Gießen von komplexen und großen Produkten ermöglicht.
- Geeignet für die Kleinserienfertigung vieler Produkttypen
- Jedes metallische Material kann gegossen werden. (Beim Druckguss können nur Nichteisenmetalle wie Aluminium-, Zink- und Magnesiumlegierungen verwendet werden).
- Nachteile
- Geringe Maßgenauigkeit
- Raue Gussoberflächen aufgrund der Sandformen.
- Hohe Betriebskosten, da die Sandformen jedes Mal zerstört werden, daher ist dieses Verfahren nicht für die Serienproduktion geeignet.
- Geringere mechanische Eigenschaften im Vergleich zum Kokillenguss aufgrund der niedrigen Abkühlgeschwindigkeit
Arten von Sandformen
Die verschiedenen Arten von Sandformen unterscheiden sich durch die angewandte Bindungsmethode. Die beiden gängigsten Sandformtypen sind:
- Grünsandform
- Quarzsand wird mit Ton (Bentonit) versetzt, und die Bindekraft des Wassers wird genutzt, um die Sandform zu binden. Quarzsand ist kostengünstig, da er in der Natur vorkommt, eignet sich aber nicht für die Serienproduktion.
- Schalenform
- Es wird ein Sand-Harz-Gemisch verwendet, das durch Mischen von duroplastischem Phenolharz mit Quarzsand hergestellt wird. Diese Art von Form wird als Schalenform bezeichnet, weil die Form dünn wie eine Schale ist.
Dünne Schalenformen bilden glatte Oberflächen und werden häufig für den präzisen Abguss von Kfz-Motorteilen und ähnlichen Teilen verwendet. Schalenformen lassen sich leicht zerstören, weshalb sie sich für die Serienproduktion eignen. Allerdings sind sie im Vergleich zu Grünsandformen teurer, da Metallmodelle verwendet werden müssen.
Sandpartikelgröße
Die Sandkorngröße hat einen großen Einfluss auf die Gussoberfläche.
Kleinere Sandpartikel bilden glattere Gussoberflächen, aber sie behindern die Luftströmung und können Gase einschließen, was zu Gussfehlern führen kann. Größere Sandpartikel bilden raue Gussoberflächen, erleichtern aber die Luftströmung und können so Gussstücke mit weniger durch Gase verursachten Gussfehlern erzeugen.
Die Sandkorngröße sollte entsprechend den Anforderungen der Anwendung ausgewählt werden.
Typische Gussfehler
Zu den typischen Gussfehlern gehören die folgenden.
- Hohlräume
-
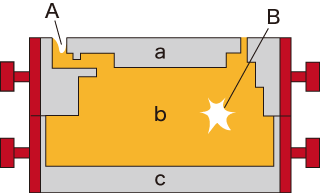
- A: Äußere Schrumpfung
- B: Hohlräume
- a: Obere Form
- b: Kern
- c: Untere Form
Ein Schwindungshohlraum ist eine Form von Hohlräumen. Schwindungshohlräume sind relativ große, komplex geformte Hohlräume, die aufgrund der volumetrischen Schwindung innerhalb eines Gussobjekts entstehen, wenn ein Objekt von einer Flüssigkeit in einen Festkörper übergeht.
- Lunker
-
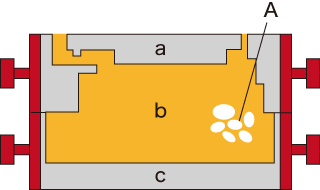
- A: Lunker
- a: Obere Form
- b: Kern
- c: Untere Form
Lunker sind eine weitere Form von Hohlräumen. Lunker sind rundliche Hohlräume in Gussobjekten. Geschmolzenes Metall enthält Luft oder andere Gase, wenn es in Formen gegossen wird, was Gaseinschlüsse, sogenannte Lunker, verursachen kann.
- Risse
-
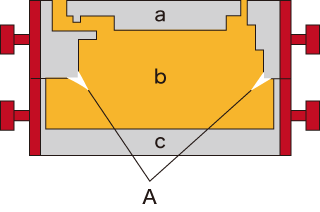
- A: Risse
- a: Obere Form
- b: Kern
- c: Untere Form
Risse sind kleine Spalte, die an der Oberfläche eines Gussobjekts auftreten. Risse entstehen anhand von Spannungen, die während des Gießens aufgrund der volumetrischen Schwindung oder anderer Ursachen im Teil verbleiben.
- Fehlguss
- Ein Fehlguss entsteht, wenn ein Formhohlraum nicht vollständig mit geschmolzenem Metall gefüllt wird, was zu einer unzureichenden Befüllung des Gusserzeugnisses führt.
- Grat
- Grate treten entlang von Kontaktflächen (Trennflächen) auf. Formgenauigkeitsfehler, falscher Zusammenbau und größeres Spiel aufgrund von Verschleiß sind die häufigsten Ursachen für Gratbildung.
- Maßfehler
- Die Formen werden unter Berücksichtigung der volumetrischen Schwindung oder Verformung während des Gießens hergestellt. Falsche Erwartungen bezüglich des Verhaltens, Maßfehler oder eine falsche Montage können dieses Problem verursachen.
- Gussoberflächenfehler
- Gussoberflächenfehler entstehen, wenn der Sand einer Form geschmolzen und auf die Oberfläche des Gusserzeugnisses gebrannt wird.
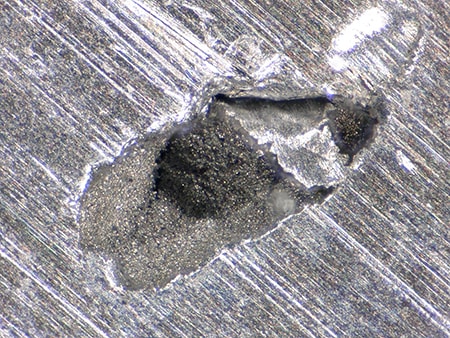
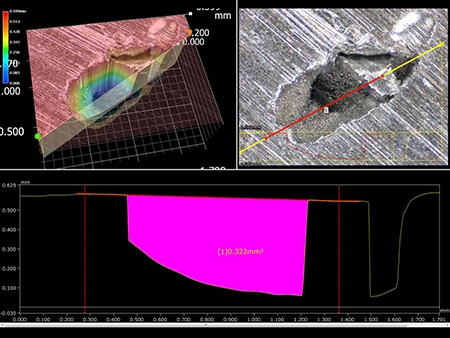
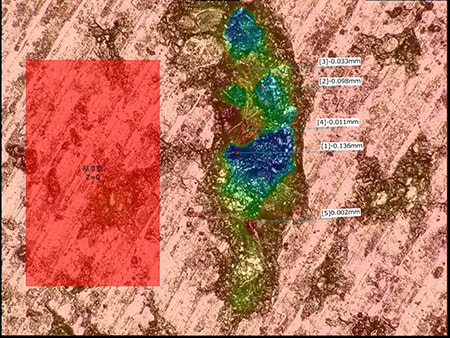
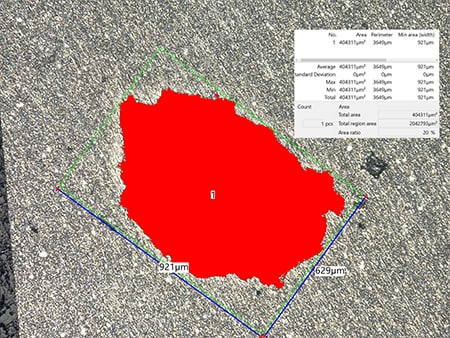
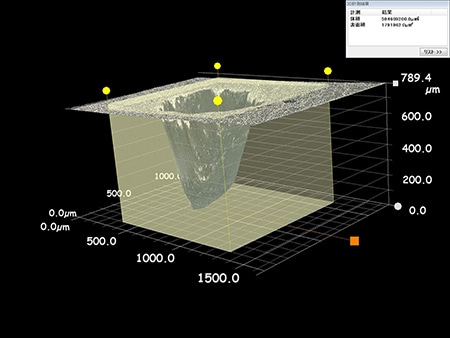
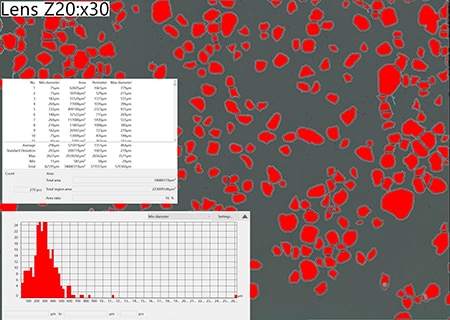
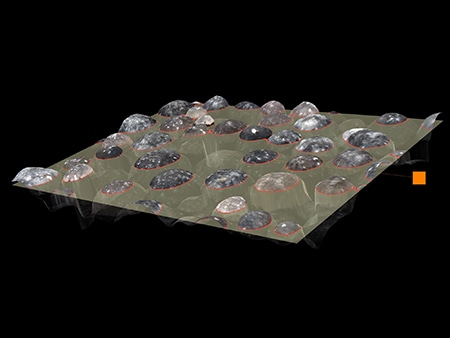
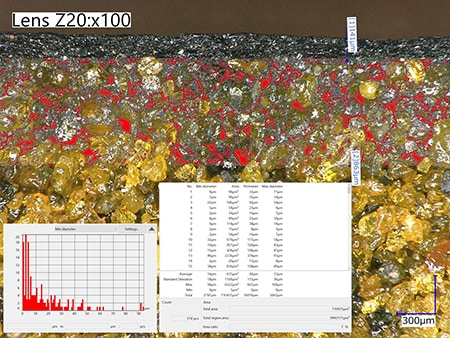
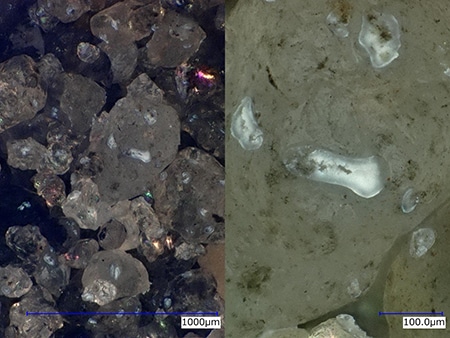
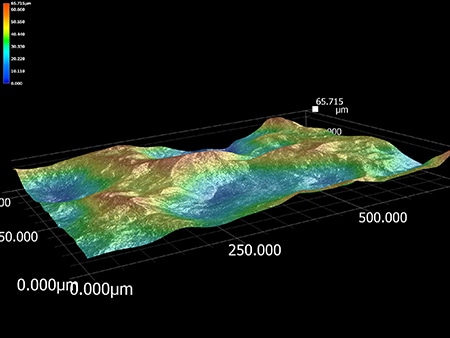
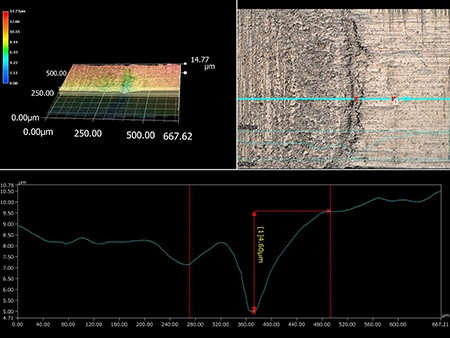
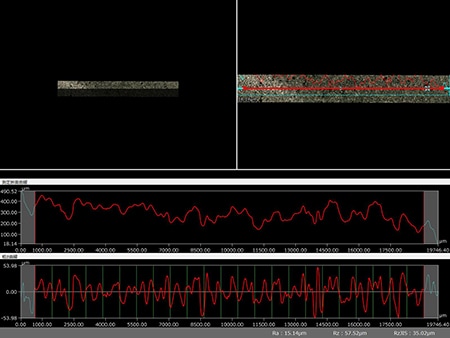
Beispiele für die Betrachtung und Analyse von Sandguss mittels Digitalmikroskop
Im Folgenden werden die neuesten Beispiele für die Betrachtung und Analyse von Sandguss mithilfe des 4K-Digitalmikroskops der Modellreihe VHX von KEYENCE vorgestellt.