Kopásmérés és csapágyproblémák
A csapágy minőségét a sima mozgás és a tartósság alapján értékelik. A sima mozgás közvetlenül befolyásolja az energiatakarékos teljesítményt és a mozgás pontosságát, míg a tartósság az élettartamot. Ahogy a csapágyak anyagai, szerkezetei, kenési módjai és tömítési tulajdonságai egyre fejlettebbek, úgy fejlődnek a karbantartást nem igénylő csapágyak is. Amíg azonban a csapágyak csúszó alkatrészeket tartalmaznak, egyetlen szerkezet sem tudja elkerülni a kopás vagy sérülés okozta problémákat.
Ez a szakasz a csapágyproblémákat, a csapágypontosság mérési módszereit, az ezekkel a módszerekkel kapcsolatos problémákat és ezekre a problémákra adható megoldásokat mutatja be.
- Csapágyak
- Csapágytípusok és terhelések
- Csapágyproblémák
- A hagyományos csapágymérés során felmerülő problémák
- A csapágymérés során felmerülő problémák megoldása
- Összegzés: A problémák átfogó javítása és hatékonyabb csapágyalak-mérés
Csapágyak
Egy csapágy a forgó tengelyt úgy tartja meg, hogy megakadályozza a forgás közben történő elhajlást. A csapágyakat számos területen használják, ideértve az autókat, kerékpárokat, háztartási gépeket és repülőgépeket. Ezért szükséges, hogy időjárásállóak legyenek, hogy ellenálljanak a magas és alacsony hőmérsékleten történő használatnak, valamint tartósak legyenek, hogy ellenálljanak a nagy terhelésnek és a nagy sebességű forgásnak.
Csapágytípusok és terhelések
A csapágyproblémák többségét a kopás és a karcolás jelenti, ami a golyók, görgők, tengelyek és az ezeket alátámasztó alkatrészek közötti nagy súrlódású felületeken jelentkezik. A kiváltó okok közé tartoznak még a külső ütések és szerelési hibák, valamint a használatból eredő károsodások. Az ilyen problémákkal szembeni ellenintézkedések a csapágyszerkezettől és a csapágyra ható terheléstől függően változnak.
Csapágyak típusai
Két fő csapágytípus létezik: a gördülőelemekkel, például gördülőcsapágyakkal és golyóscsapágyakkal ellátott csapágyak, valamint a gördülőelemek helyett kenőanyagot használó siklócsapágyak.
- Golyóscsapágyak, görgőscsapágyak és tűgörgős csapágyak:
- Ezek a csapágyak a tengelyt golyókkal vagy hengeres görgőkkel támasztják meg. A golyókat használó csapágyakat golyóscsapágyaknak nevezzük. A görgőket használó csapágyakat görgőscsapágyaknak vagy tűgörgős csapágyaknak nevezik. A görgőscsapágyak és a tűgörgős csapágyak nagy teherbíró képességgel rendelkeznek, és vékonyabbak is lehetnek, mint a golyóscsapágyak.
- Siklócsapágyak:
- A siklócsapágyak csúszócsapágy néven is ismertek. Néha fémcsapágyaknak is nevezik őket, mivel a tengely közvetlenül érintkezik a csapágyfelülettel. A siklócsapágyak kenőanyagot tartalmaznak a súrlódás csökkentésére. A forgás kezdetén a kenőanyag filmrétege akadályozza a tengely forgását. Ha azonban a forgás stabilizálódik, csökken az ellenállás, mivel nincs mechanikai érintkezés. Mivel a tengely forgása közben nincs érintkezési felület, ez a típusú csapágy csendesen forog, és képes ellenállni a nagy sebességű forgásnak és a lökésszerű terheléseknek.
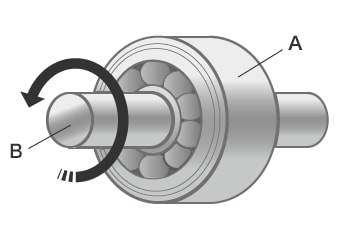
- A
- Golyóscsapágy
- B
- Tengely
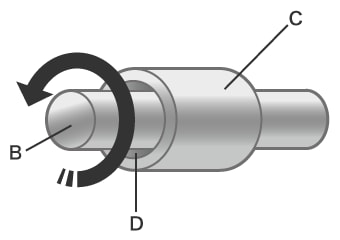
- B
- Tengely
- C
- Csúszócsapágy
- D
- Kenőanyag
Csapágyterhelések
A csapágyakra kifejtett erők lehetnek sugárirányú (radiális), tengelyirányú (axiális) vagy nyomatéki terhelések.
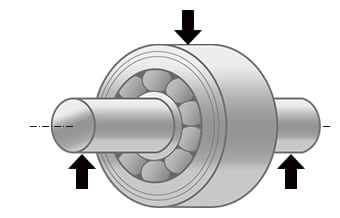
- Sugárirányú terhelés:
- A sugárirányú terhelés a csapágy középvonalára merőlegesen (a forgó test keresztirányában) hat.
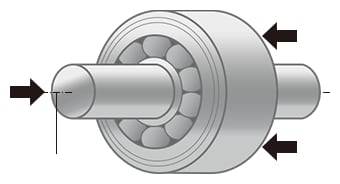
- Tengelyirányú terhelés:
- A tengelyirányú terhelést tolóerőnek is nevezik; ez a terhelés a csapágy középvonalával párhuzamosan (a forgó test tengelyirányában) hat.
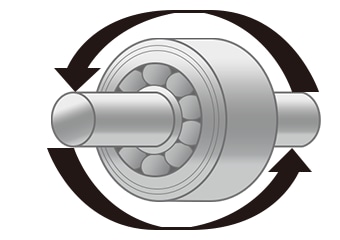
- Nyomatéki terhelés:
- Ez a terhelés a csapágy vagy a tengely excentricitása következtében jön létre. Ha egy csapágy nyomatéki terhelésnek van kitéve, az élettartama drasztikusan csökken.
Csapágyproblémák
A jellegzetes csapágyproblémák közé tartozik a kopás, a kipattogzás, a dörzsölődés és a hámlás. Az egyéb problémák közé tartozik a csapágy beszerelése, leejtése vagy túlterhelése során bekövetkező ütődés okozta benyomódás; a nem elegendő hézag vagy a túlterhelés okozta elkenődés; valamint az elégtelen kenés vagy szerelési hiba okozta elektrolitikus korrózió. Ezen problémák kiváltó okai beazonosíthatók a felületek mérésével és megfigyelésével.
Ez a szakasz a sérülések körülményeit, okait és ellenintézkedéseit mutatja be a kopás, a kipattogzás, a dörzsölődés és a hámlás tipikus problémáira.
Kopás
A kopást számos különböző tényező okozhatja, és csapágyjelenségek széles skáláján nyilvánulhat meg.
- A sérülés jellemzői:
- A felület elkopik, ami a méretek megváltozását eredményezi. A felület érdes vagy karcos lesz.
- Okok:
-
- Szilárd idegen anyag került a kenőanyagba
- Nincs elegendő kenés
- Nincs elegendő hézag az érintkező felületek között.
- Ellenintézkedések:
-
- Szűrje le a kenőanyagot, vagy javítsa a kenőanyag minőségét vagy a kenési módszert.
- Javítsa a tömítés minőségét.
- Növelje az interferenciát.
Kipattogzás
A kipattogzás a hámlás egyik fajtája. Ez a probléma a csapágygyűrű- vagy gördülőfelületeken jelentkezik, amikor a csapágy elérte élettartama végét. Ha azonban ez a probléma korai szakaszban jelentkezik, azonnal meg kell határozni az okot, és valamilyen ellenintézkedést kell hozni.
- A sérülés jellemzői:
- Pikkelyes darabok válnak le a csapágygyűrű teljes kerületéről. Ez egyenetlenségeket hagy maga után a csapágygyűrű felületén a gördülőpályán.
- Okok:
-
- Túl nagy tengelyirányú terhelés, amit összeszerelési hiba vagy a tengely kidudorodása okoz.
- Idegen anyag került a csapágyba, vagy korrózió történt.
- Ellenintézkedések:
-
- Ellenőrizze az összeszerelés pontosságát.
- Optimalizálja a terhelést. Növelje a kenőanyag viszkozitását és javítsa a kenési módszert.
- Tegyen lépéseket a korrózió megelőzésére, ha a csapágyakat hosszabb ideig nem használják.
Dörzsölődés
A dörzsölődés az a jelenség, amelyet a felületek helyi összetapadását okozza a melegítés következtében. Ez a probléma tengelyirányban jelentkezik.
- A sérülés jellemzői:
- A sérülések a gördülőpálya és a gördülő felületek beszorulását eredményezik.
- Okok:
-
- Helytelen kezelés a csapágy beszerelése vagy eltávolítása során.
- Elégtelen kenőanyag vagy elégtelen kenés az érintkező felületeken a túlzott tengelyirányú terhelések miatt.
- Túlzott előterhelés. A gördülő elemek megcsúszása.
- Ellenintézkedések:
-
- Javítsa a telepítési és eltávolítási módszereket.
- Csökkentse a terhelést, és javítsa a kenőanyagot és a kenési módszert.
- Javítsa a tömítés minőségét.
Hámlás
A gördülőpálya felületei a súrlódás következtében elkopnak. Ez a probléma leggyakrabban a tűgörgős csapágyaknál jelentkezik. A hámlás akár kipattogzássá is alakulhat.
- A sérülés jellemzői:
- A felület nagy területen néhány μm és 10 μm közötti mélységig lehámlik.
- Okok:
-
- Nem megfelelő kenőanyag.
- Idegen anyag a kenőanyagban.
- Elégtelen kenés.
- Egyenetlenség az illeszkedő részek felületén.
- Ellenintézkedések:
-
- Válasszon megfelelő kenőanyagot.
- Szűrje le a kenőanyagot. Javítsa az alkatrész érdességét.
A hagyományos csapágymérés során felmerülő problémák
A legtöbb esetben a csapágyproblémák a külső és belső gördülőpályákon, a golyókon és a görgőkön jelentkeznek. Ezért ezeknek az alkatrészeknek a mérésével észlelhető a kopás, a kipattogzás, a dörzsölődés, a hámlás és az egyéb problémák.
A hagyományos csapágymérés során profilmérő rendszereket használnak. Mivel azonban a csapágyak alakja összetett, ez a következő mérési problémákkal jár.
A profilmérő rendszerrel történő csapágymérés során felmerülő problémák
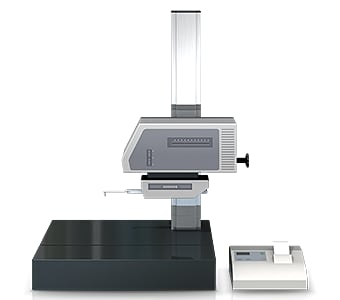
A céltárgy profilját egy profilmérő rendszer méri és rögzíti úgy, hogy a felületét egy érintőceruzával követi végig. Az elmúlt években olyan profilmérő rendszereket fejlesztettek ki, amelyek érintőceruza helyett lézert használnak az összetett alakzatok mérésére a profil érintésmentes követésével. Egyes modellek képesek a felső és az alsó felület mérésére is.
A profilmérő rendszer esetében azonban pontos mérési vonalakat kell használni a megmérendő golyóscsapágy-problémához.
Ez a következő problémákat veti fel.
- A mérési munka sok időt igényel, ideértve a minta ülékre rögzítéséhez és vízszintbe állításához szükséges időt. Ezenkívül a profilmérő rendszer használatához kapcsolódó ismeretekre és készségekre van szükség a célpont pontos szintbe állításához.
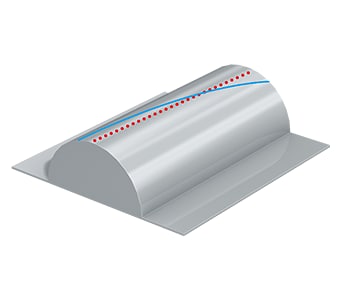
- A profilmérő-rendszer érintőceruzája felfelé és lefelé egy íven mozog, melynek középpontja az érintőceruza karjának forgástengelye, az érintőceruza hegye pedig az X-tengely irányába mozog. Ez hibát okoz az X-tengely adataiban.
- A kívánt vonal végigkövetése az érintőceruzával rendkívül nehéz munka, és már az érintőceruza enyhe elmozdulása is hibát okoz a mért értékekben.
- Nehéz továbbá a céltárgyak számának növelése, mert pontosan meg kell határozni a mérési helyeket.
- A céltárgynak csak egy része mérhető, a teljes felület értékelése nem lehetséges.
A koordináta mérőgéppel történő mérés során felmerülő problémák

Ha a mérendő terület kicsi, például 1 mm2, rendkívül nehéz a szondával pontosan megmérni az alakzatot, vagy virtuális felületet létrehozni. Kis terület mérésénél a pontos 3D alakzat azonosítása is nehézkes a kevés mérési pont miatt. A kapcsolódó feladatok is sok munkát jelentenek, mint például a mérési adatok táblázatba foglalása és az eredmények összehasonlítása a rajzokkal.
A csapágymérés során felmerülő problémák megoldása
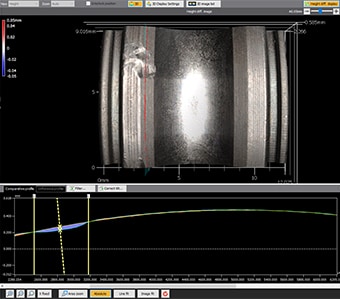
A profilmérő rendszerek olyan problémákat vetnek fel, mint az, hogy lehetetlen a teljes alakzatot beazonosítani, mert a háromdimenziós céltárgyak és területek mérése pont- vagy vonalérintéssel történik, valamint alacsony a mérési értékek megbízhatósága. Ezen mérési problémák megoldására fejlesztette ki a KEYENCE a 3D optikai profilmérő VR sorozatát.
A VR sorozat pontosan rögzíti a teljes célfelület 3D alakját anélkül, hogy érintkezne a céltárggyal. Ezzel az eszközzel a felhasználó akár egy másodperc alatt is pontosan megmérheti az egész felületet. A rendszer automatikusan beállítja a mérési tartományt és a feltételeket, biztosítva a pontos mennyiségi méréseket a felhasználók közötti eltérések nélkül. Ez a szakasz a VR sorozat néhány specifikus előnyét mutatja be.
1. előny: A teljes 3D alakzat felülete mérésre kerül.
A mérés egyszerűen elvégezhető a céltárgy tárgyasztalra helyezésével és egy gomb megnyomásával. Szigorú pozicionálás vagy egyéb előkészítés nem szükséges. Ez lehetővé teszi nagy pontosságú mérések elvégzését olyan operátorok számára, akik nem rendelkeznek a mérőműszerekkel kapcsolatos tudással vagy tapasztalattal.
A hagyományos profilmérő rendszerekkel ellentétben a VR sorozat kinyeri a tárgyasztalon elhelyezett céltárgy jellemzőit, és automatikusan korrigálja a helyzetét. Ez még egy mérésben tapasztalatlan operátor számára is lehetővé teszi, hogy egyszerűen és azonnal végezzen méréseket, és nincs szükség arra, hogy speciális operátort rendeljenek a mérési munkákhoz. A VR sorozat akár 300 mm × 150 mm-es széles területet is képes mérni, lehetővé téve több célpont egyidejű mérését a tárgyasztalon.
A VR sorozattal még egy összetett alakzatú céltárgy, például egy csapágy is pontosan megmérhető, mindössze a céltárgy tárgyasztalra helyezésével és egy gomb megnyomásával.

2. előny: A segédeszközök széles választéka kiküszöböli a mérési eltéréseket
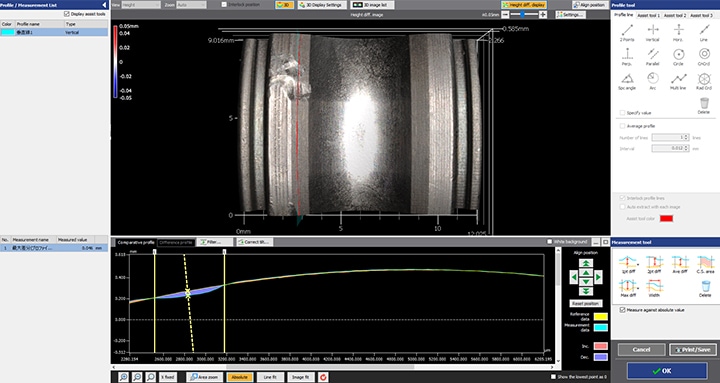
A merőleges profilvonalak pontosan megrajzolhatók a számítógép képernyőjén lévő eszközök segítségével a beolvasott 3D alakzatadatok kívánt helyein, kiküszöbölve a mérési eredmények változását.
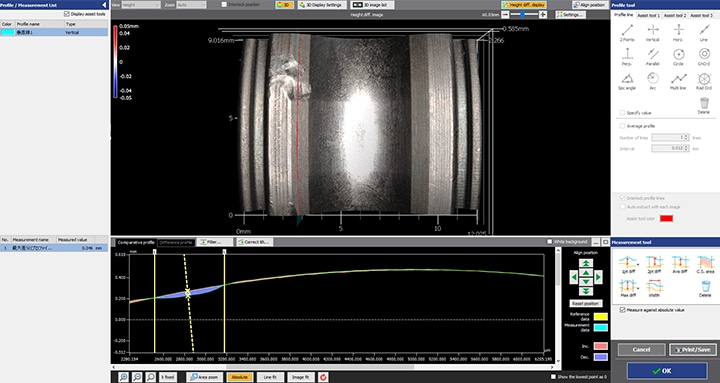
A segédeszközök széles választéka lehetővé teszi a kívánt mérési tartalom egyszerű beállítását. Például a függőleges alapvonal eszközzel egyszerűen és pontosan meg lehet határozni a csapágy külső átmérőjének mérési vonalát.








Az egyszerű konfiguráláson túl a segédeszközök lehetővé teszik a rendszer egyszerű kezelését még a kezdők számára is, így a mérésben járatlan operátorok is akár egy másodperc alatt pontos alakzatméréseket végezhetnek. Ennek eredményeként a minták száma egyszerűen növelhető nem csupán a prototípusok és tesztek, hanem a termékek mérése és ellenőrzése céljából is.
Összegzés: A problémák átfogó javítása és hatékonyabb csapágyalak-mérés
A VR sorozat pontos és azonnali 3D céltárgy mérést tesz lehetővé, nagysebességű 3D szkenneléssel anélkül, hogy érintkezne a céltárggyal. Még az olyan nehéz mérések is elvégezhetők akár egy másodperc alatt, mint például a golyók, görgők és a gördülőpálya felületeinek kopásmérése. A VR sorozat minden, a hagyományos mérőműszerekkel kapcsolatosan felmerülő problémát megold.
- Mivel a teljes felület rögzíthető érintésmentes eszközökkel, lehetőség van olyan keresztmetszetek mérésére, amelyeket érintőceruzával nem lehet elérni. Még a kisméretű csapágyak is könnyen és pontosan mérhetők.
- A segédeszközök széles választéka kiküszöböli az emberi tényezőkből adódó eltéréseket, lehetővé téve a valódi mennyiségi mérést.
- A mérés egyszerűen elvégezhető a céltárgy tárgyasztalra helyezésével és egyetlen gomb megnyomásával, pozicionálás vagy egyéb előkészítés nélkül. Így nincs szükség speciális operátor kijelölésére a mérési munkákhoz.
- A 3D alakzatok könnyen, nagy sebességgel, nagy pontossággal mérhetők. Ez lehetővé teszi nagyszámú céltárgy rövid idő alatt történő mérését, elősegítve a minőség javítását.
Ez a rendszer lehetővé teszi a korábbi 3D alakzatadatokkal és CAD-adatokkal való összehasonlítást, valamint az egyszerű adatelemzést, például a tűréshatárokon belüli eloszlást. Hatékonyan használható számos célra, beleértve a termékfejlesztést, a gyártási trendelemzést és a mintavételi ellenőrzéseket.
