Texturált lemezek 3D alakjának számszerűsítése
A texturált felületű lapokat sokféle helyzetben használják. Rendeltetésük és funkcióik is igen változatosak, ideértve a hőszigetelést, a párnázást, a rezgéscsillapítást, a vízelnyelést, a csúszásgátlást, a hajlítószilárdság növelését, a letörlés megkönnyítését, vagy a kellemes tapintás és a tetszetős dizájn biztosítását. Az anyagok típusa és a gyártási módszerek egyaránt változatosak. Az alapanyagon történő egyenetlen felület létrehozásának módszerei közé tartozik a fonási eljárás, amely lánc- és vetülékfonalakat fon össze, vagy az olyan feldolgozás, mint a nem szőtt szövet vagy lapos papír domborítása vagy bevonása. Ha azonban az egyenetlenség magassága nagyobb vagy alacsonyabb a tervezettnél, vagy a magasság vagy a mélység eltéréseket mutat, előfordulhat, hogy a termék nem tudja ellátni kívánt funkcióját.
Ez a szakasz az egyenetlen felületű lemezekkel kapcsolatos alapvető ismereteket, az egyenetlen felületmérés problémáit, valamint a legújabb mérési módszerrel kapcsolatos megoldásokat mutatja be.
- Texturált felületű lapok
- A texturált lapok típusai
- A texturált lapok feldolgozása és gyártása
- A texturált lapok minőségirányítása
- Texturált lapok – mérési nehézségek
- Mérési megoldások
- Összegzés: A texturált lapok hatékony mérése
Texturált felületű lapok
Ezek olyan lapok, amelyek felületén egyenetlen emelkedő és süllyedő mintázat található, ami különböző funkciókat biztosít a lapnak. A cél és a funkció, az anyag és a méret, az egyenetlenségek alakja és mintázata, valamint a feldolgozási vagy gyártási módszer szerint különféle típusokba vannak osztályozva. A texturált felületű lapok széles körben használatosak a különböző alkalmazásokban, ideértve a repülőgépipart, az ipari termékek, például autók és elektromos készülékek anyagait, a jól ismert mindennapi árucikkeket, valamint az orvosi és higiéniai termékeket.
A texturált lapok típusai
A texturált felület növelheti a lap felületét azáltal, hogy a felületnek háromdimenziós formát ad. Ezeknek az alakzatoknak az előnyeit kihasználva típusok, funkciók és alkalmazások széles skálája hozható létre. Néhány tipikus példa az alábbiakban található.
- Hőszigetelő lap: Ha az egyenetlen alakzat megköti a meleg vagy hideg levegőt, az csökkentheti a hőmérsékleti különbségeket. Ha egy ilyen lemezt elhelyezünk egy olyan tetőre vagy ablakra, amely kültéri és beltéri különböző hőmérsékletek között helyezkedik el, akkor az csökkenti a belső hőmérsékletre gyakorolt hatást és a páralecsapódást.
- Hőelvezető lap: A lap egyenetlen formája hűtőbordaként funkcionál. Az ilyen lapokat hőelvezetésre használják olyan alkatrészeken, mint pl. a processzorok és alaplapok, a teljesítménytranzisztorok és a kompakt elektronikai eszközökben található tápegység-alkatrészek.
- Párnázó anyag vagy rezgéscsillapító anyag: Ezek rugalmas vagy elasztikus anyagból, például gumiból vagy uretánból készült lapok, amelyek felülete egyenetlen, és az ütések vagy a rezgés elnyelésére szolgálnak. Széles körben használják az autók csendességének és belső kényelmének javítására.
- Vízelnyelő lap: Ezek a lapok az egyenetlen felület által biztosított megnövekedett felületet használják fel a vízfelvevő-képesség javítására.
A texturált felületű lapokat számos egyéb termékhez is használják, ideértve az ipari termékeket, a mindennapi árucikkeket, valamint az orvosi és higiéniai termékeket. Az egyenetlen formák használata különböző célokat szolgálhat, például a szennyeződések könnyebb letörlésének javítása, a csúszásgátlás, a tapadás megakadályozása és a vonzóbb design érdekében.
A texturált lapok feldolgozása és gyártása
A texturált lapok gyártási folyamatai és feldolgozási technológiái is igen változatosak. Textil esetén lehetőség van a kívánt funkció hozzáadására a láncfonal osztásközének vagy vastagságának megváltoztatásával. Spunbond vagy spunlace eljárással előállított nem szőtt szövet, illetve sima felületű műanyag- vagy papírlap esetén különféle egyenetlen formák és funkciók adhatók hozzá olyan eljárásokkal, mint a dombornyomás vagy mélynyomás, a mintázattal való bevonás vagy a maratás.
A következő szakasz a dombornyomás és a mélynyomás mechanizmusait ismerteti, amelyek ezek közül a módszerek közül a leggyakoribbak.
Dombornyomás és mélynyomás
A dombornyomás és a mélynyomás az egyenetlen felületformák létrehozására szolgáló módszerek, melyek lényege, hogy egy lapot két fém- vagy műanyaglap közé nyomnak, amelyek közül az egyik kitüremkedéseket, a másik pedig bemélyedéseket tartalmaz, vagy felülről egy kitüremkedésekkel borított lemezt préselnek a lapra.
Ha a lemezek (szerszámok) közé helyezett lap felülről és alulról történő préselésével létrejövő alakzatok magasabbak, mint az anyag felülete, akkor dombornyomásról beszélünk. Ha az alakzatok alacsonyabbak, mint az anyag felülete, akkor mélynyomásról beszélünk. Ha a dombornyomás úgy történik, hogy az anyag felületéhez csak az egyik oldalon nyomnak hozzá egyetlen domborlemezt, akkor „vakbélyegzésről” beszélünk. Az egyes folyamatok mechanizmusa az alábbi ábrákon látható.

- A
- Mélynyomólemez
- B
- Anyag (lap)
- C
- Domborlemez
- D
- Nyomás alkalmazása
- E
- A felületen létrehozott dombornyomott forma

- A
- Domborlemez
- B
- Anyag (lap)
- C
- Mélynyomólemez
- D
- Nyomás alkalmazása
- E
- A felületen kialakított mélynyomott alakzat

- A
- Domborlemez
- B
- Anyag (lap)
- C
- Nyomás alkalmazása
- D
- A maximális vastagság megváltoztatása nélkül létrehozott mélynyomott alakzat
A texturált lapok minőségirányítása
A speciális termékek kivételével szinte minden texturált lapnak egységes, egyenetlen felületi mintázattal kell rendelkeznie. Ha az egyenetlen forma magassága és mélysége nem egyenletes a teljes lapfelületen, akkor nem lehet elérni a kívánt funkciót vagy megjelenést, és a termékek hibásnak minősülhetnek.
Finom egyenetlen felület esetén nem lehet vizuálisan értékelni, hogy az egyenetlen forma egyenletes-e vagy sem. Bár a gyártósori ellenőrzések során megállapítható az általános forma, hogy vannak-e a karcolások, hajlítások, gyűrődések és idegen anyagok a lapon, nem lehet pontosan megmérni a finom egyenetlen formák magasságát és mélységét.
A magas funkciót ellátó lapoknál, mivel a termékciklus gyors, a sebesség a kutatás-fejlesztéstől kezdve, a prototípus-készítésen, értékelésen és kereskedelmi forgalomba hozatalon át minden egyes lépésnél fontos. A hatékony és pontos értékelések minden szakaszban jelentős különbséget eredményeznek a sebességben.
Texturált lapok – mérési nehézségek
A gyártási vagy feldolgozási módszertől függetlenül rendkívül fontos a lapok felületi egyenetlenségének pontos mérése a termék teljesítményének, minőségének és folyamatainak értékelésekor. A hagyományos profilmérő rendszerekkel és más érintéses mérőrendszerekkel végzett mérés során azonban a következő problémák merülnek fel.
Mérési nehézségek - Profilmérő

A céltárgy profilját egy profilmérő rendszer méri és rögzíti úgy, hogy a felületét egy érintőceruzával követi végig.
Az elmúlt években olyan profilmérő rendszereket fejlesztettek ki, amelyek érintőceruza helyett lézert használnak az összetett alakzatok mérésére a profil érintésmentes követésével. Egyes modellek képesek a felső és az alsó felület mérésére is.
A texturált lapok profilmérő rendszerrel történő mérése és értékelése a következő problémákat vetheti fel:

- A
- Érintőceruza
- B
- Detektor
- Mivel a céltárgy mérése a vonalak mentén történő követéssel történik, nehéz nagy területen mérni és értékelni a deformációkat.
- A teljes célfelületen nem lehet azonosítani az egyenetlen alakot.
- Ha több mérési vonalat követünk azért, hogy a lehető legnagyobb területet mérjük le, sok időre van szükség a maximális és minimális magasságok és mélységek méréséhez. Ezenkívül a mért értékek ingadoznak a mérési vonalak eltérése miatt.
Mérési megoldások
A hagyományos érintéses típusú mérőműszerek csak vonalak vagy pontok segítségével mérik az alakzatokat, és nem tudják azonosítani a texturált lap teljes alakját. Ezen túlmenően nehéz minden felületi egyenetlenség maximális és minimális értékeit meghatározni a teljes célfelületen, vagy gyors mennyiségi összehasonlításokat végezni.
Ezen mérési problémák megoldására fejlesztette ki a KEYENCE a 3D optikai profilmérő VR sorozatát.
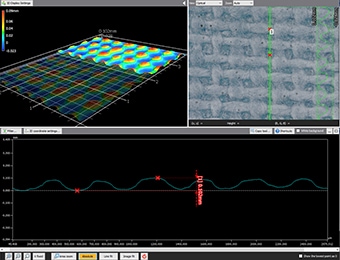
A VR sorozat pontosan rögzíti a teljes célfelület 3D alakját anélkül, hogy érintkezne a céltárggyal. Ezenkívül, egy másodperc alatt 3D-ben beszkenneli a teljes alakzatot, lehetővé téve az azonnali mennyiségi mérést, hibamentesen. Ez a szakasz a VR sorozat néhány specifikus előnyét mutatja be.
1. előny: 3D mérés egy másodperc alatt.
A VR sorozat egy vékony, rugalmas és finom lap 800 000 pontjáról képes felületi adatokat nyerni egyetlen érintésmentes méréssel, mindössze egy másodperc alatt. Az egyenetlen felület maximuma és minimuma (magasság, mélység) a kapott 3D alakzaton színes térképen jeleníthető meg, így a teljes célponton láthatóvá válnak a deformált helyek.
A beolvasott adatokon a kívánt helyekre több profilvonal is berajzolható egyszerű és intuitív műveletekkel. Mivel pontos profilmérés is lehetséges, azonnal megkaphatja a deformált részek részletes adatait.
A különböző részek profilmérése még mérés után is elvégezhető a korábbi nagy kiterjedésű 3D szkennelési adatok felhasználásával, anélkül, hogy a céltárgyat újra beállítaná és beolvasná.
Ezen túlmenően, több lap mérési adatainak felhasználásával, ahol különböző feldolgozási körülményeket alkalmaztak, lehetőség van az alakzatok összehasonlítására és a kívánt feltételek egyszerre több adathalmazon történő alkalmazására.
A pontos mérésen és értékelésen túl ez a munkaórák drasztikus csökkenését és a munka hatékonyságának javulását eredményezi.


2. előny: A használata egyszerű, a mérést bárki elvégezheti a mért értékek változása nélkül.

- Felső
- Automatikus szélesség azonosítás
- Alsó
- Automatikus magasság azonosítás
A 3D alakmérés egyszerűen elvégezhető a céltárgy tárgyasztalra helyezésével és egy gomb megnyomásával.
Az alacsony nagyítású és a nagy nagyítású kamerák közötti váltással,minden formarészlet és felületi érdesség pontos mérése elvégezhető egyetlen rendszerrel, még a finom, egyenetlen felületű lapok esetében is.
Mivel a céltárgy jellemzőinek adatai alapján lehetséges az automatikus helyzetbeállítás, nincs szükség szigorú szintezésre vagy pozicionálásra. Ez a sorozat az iparág első intelligens mérési funkcióját is magában foglalja, amely automatikusan konfigurálja a mérési tartományt, és a céltárgy méretének megfelelően mozgatja a tárgyasztalt. Ez kiküszöböli a mérési hossz és a Z-tartomány beállításához szükséges munkát.
A segédeszközök segítségével automatikusan leképezhető a felület alakja, ezzel biztosítható, hogy a mérések ugyanazon a helyen történjenek, függetlenül az operátortól. A kutatás-fejlesztési célok elérésén, a tesztelésen és az értékelésen túl, ez lehetővé teszi a minták számának egyszerű növelését vagy trendelemzés elvégzését a kereskedelmi gyártás során történő méréshez és ellenőrzéshez.








Összegzés: A texturált lapok hatékony mérése
A VR sorozat pontos és azonnali 3D céltárgy mérést tesz lehetővé, nagysebességű 3D szkenneléssel anélkül, hogy érintkezne a céltárggyal. Ez a lap 3D méreteinek mérése mellett lehetővé teszi a korábban nehézkes munkák gyors elvégzését, mint például a parányi magasság és egyenetlen formák mérése, és több adatsor összehasonlítása.
A VR sorozat használata az alábbi előnyökkel jár:
- Érintésmentes, azonnali beolvasás.
- A teljes céltárgy magasságkülönbségeit egy színes térképen lehet megjeleníteni.
- Egyszerre több mérési adathalmaz is mérhető.
- A szkennelés után bármikor elvégezhető bármely alkatrész profilmérése vagy több adatkészlet összehasonlítása a múltbeli adatokból.
- A mérés egyszerűen elvégezhető a céltárgy tárgyasztalra helyezésével és egyetlen gomb megnyomásával, pozicionálás vagy egyéb előkészítés nélkül. Így nincs szükség speciális operátor kijelölésére a mérési munkákhoz.
- Mivel a 3D alakzatok könnyen, nagy sebességgel, nagy pontossággal mérhetők, rövid idő alatt nagyszámú minta mérése végezhető el. Ez hasznos a minőség javításához.
- Az egyszerű használat és az automatikus ellenőrzések kiküszöbölik az emberi tényezőkből adódó eltéréseket, lehetővé téve a valódi mennyiségi mérést.
Ez a rendszer lehetővé teszi a CAD-adatokkal való összehasonlítást és az egyszerű adatelemzést, például a tűréshatárokon belüli eloszlást. A kutatás-fejlesztési célok elérésén, a dizájnon és a tesztelésen túl a lapok gyártása során számos helyzetben hatékonyan alkalmazható, ideértve a kereskedelmi gyártás megkezdése utáni mintavételi ellenőrzéseket, és a hibák előfordulásakor a gyökérokok elemzését.
