Beszívódás mérése

Beszívódás akkor keletkezik, amikor a fröccsöntött termék felülete összezsugorodik, és enyhe mélyedéseket vagy krátereket képez. Bár a beszívódás nem befolyásolja a termék szilárdságát vagy működését, minőségi hibának minősül. Vannak olyan esetek is, amikor üreg keletkezik a termék belsejében. Ezt nevezik űrnek. A beszívódás és az üregek az olvadt műanyag hűtése és megszilárdítása során fellépő rendellenes zsugorodás eredményeképpen egyaránt előfordulnak.
Ez az oldal a beszívódás csökkentésének és mérésének módjait mutatja be 3D optikai profilozóval.
- Beszívódás
- Ellenintézkedések a beszívódásra az öntőforma-tervezésben
- Beszívódás mérése
- A beszívódás mérésével kapcsolatos problémák megoldása
- Összegzés
Beszívódás
Beszívódás főleg a hűtési folyamat során keletkezik, amikor a forró folyékony gyanta részei különböző mértékben hűlnek le és zsugorodnak össze. A beszívódás leggyakrabban a fröccsöntött alkatrészek vastagabb részeiben fordul elő, mivel ezek a vastagabb részek több műanyagot tartalmaznak, és hosszabb idő alatt hűlnek le. Bár a körülményektől függ, a beszívódás megelőzhető, ha nincs nagy különbség a termék belső és külső hűtési körülményei között. Az alábbiakban bemutatunk öt olyan módszert, amellyel megelőzhető a beszívódás kialakulása.
- Csökkentse a műanyag hőmérsékletét.
- Csökkentse az öntőforma hőmérsékletét (vagy emelje a hőmérsékletet a körülményektől függően).
- Csökkentse a termék falvastagságbeli különbségeit (alámetszésekkel tegye vékonyabbá a terméket).
- Növelje a befecskendezési nyomást.
- Növelje a tartónyomást és a tartási időt.
Ügyeljen arra, hogy ha a felületi merevség a zsugorító erőhöz képest magas, akkor a termék belsejében üregek keletkezhetnek a közepén.
Ellenintézkedések a beszívódásra az öntőforma-tervezésben
Az alábbi szakasz három ellenintézkedést mutat be a beszívódásra, amelyeket az öntőforma tervezési szakaszában lehet alkalmazni.
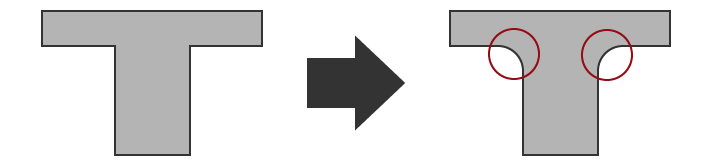
Csökkentse a falvastagságot
A vastagabb részek általában lassabban hűlnek le, mint a vékonyabbak. Az ilyen részeken gyakrabban fordul elő beszívódás (ezt a piros kör mutatja az alábbi ábrán). Ebben az esetben a műanyag fröccsöntött termék falvastagságának változtatásával van lehetőség a beszívódás eltüntetésére. Például, ha az ábrán a B vastagságot úgy változtatja, hogy az megegyezzen A-val (vagy annak 70%-a vagy annál kisebb), megakadályozhatja a beszívódások előfordulását.

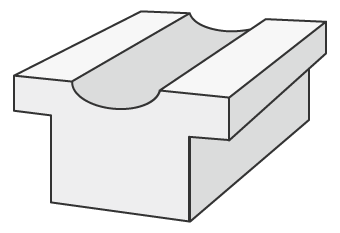
Az alak megváltoztatása a falvastagság fokozatos csökkentésére
Ahogy korábban említettük, a beszívódás megelőzhető a vastagság csökkentésével. Vannak azonban olyan esetek, amikor a vastagság nem változtatható. Például, néha a vastagságot nem lehet megváltoztatni a szilárdság megőrzése miatt. Ilyen esetekben érdemes az alakot megváltoztatni, hogy a falvastagság fokozatosan változzon. Az alábbi példákon az látható, hogyan lehet lekerekített sarkokat hozzáadni a falvastagság enyhe csökkenéséhez.
Az alakváltoztatások mellett hűtőcsövet is felszerelhet azokra a részekre, ahol a hő felhalmozódik, vagy olyan anyagokat használhat, amelyek magas hővezető képességgel rendelkeznek.
Alámetszések és bordák hozzáadása
Az alámetszések vagy bordák hozzáadása csökkentheti a beszívódás megjelenését, ha olyan összetett alkatrészekkel dolgozik, amelyek eltérő vastagságot igényelnek. A vastagabb részeken az alámetszések és keresztmetszetek hozzáadása csökkentheti a hőmérsékletet, ami egyenletesebb hűtési folyamatot tesz lehetővé. Ezenkívül az alámetszés belsejében egy keresztirányú bordaminta hozzáadása lehetővé teszi a beszívódás megelőzését, miközben megmarad a stabilitás. A falvastagság fokozatos változtatásával és a ferdére vágott élekkel szintén hatékonyan csökkenti az öntőformában hirtelen végbemenő nyomásváltozásokat.

Beszívódás mérése
A beszívódás nemcsak esztétikai hibának számít, hanem a műanyag alkatrész szerkezeti épségét is károsíthatja, használhatatlanná téve azt. Fontos, hogy megfelelő mérőeszközt használjunk a hibaokok azonosításához, mint például a formázási nyomás, a befecskendezett anyag térfogata és a hőmérséklet. A hagyományos mérőeszközöket, például a magasságmérőket vagy a koordinátamérő gépeket (CMM) néha nehéz használni, ami pontatlan mérést eredményez. Az alábbiakban megvitatunk néhány, a hagyományos rendszerek esetén előforduló problémát, és bemutatunk egy olyan új mérési technológiát, amely ellensúlyozhatja ezeket a problémákat.
A magasságmérővel történő mérés során felmerülő problémák
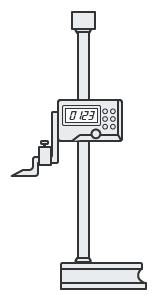
A magasságmérő mérőórával kombinálva használható a magasság mérésére. Mivel a mérés pontokra korlátozódik, a teljes alakzatot nem lehet bemérni, ami lehetetlenné teszi, hogy teljeskörű képet kapjunk az általános feltételekről. Ezenkívül a flexibilis alkatrész mérésekor a mérési nyomás meghajlíthatja az alkatrészt, ami pontatlan méréseket eredményezhet. A különböző operátorok közötti mérési eredmények ingadozása és magának a mérőműszernek a hibája szintén lehetetlenné teszi a stabil és pontos mérést.
A koordináta mérőgéppel történő mérés során felmerülő problémák

Kicsi, 1 mm2-es beszívódás mérésekor rendkívül nehéz pontosan megmérni az alakzatot, ha szondával megcélozzuk azt a helyet, és virtuális felületet hozunk létre. Kis terület 3D alakjának mérésénél a kevés mérési pont miatt nehézkes a pontos alakzat beazonosítása. A kapcsolódó feladatok is sok munkát jelentenek, mint például a mérési adatok táblázatba foglalása és az eredmények összehasonlítása a rajzokkal.
A beszívódás mérésével kapcsolatos problémák megoldása
Az általánosan használt mérőműszerek olyan problémákat vetnek fel, mint az, hogy a háromdimenziós céltárgyak és területek mérése pont- vagy vonalérintéssel történik, valamint a mérési értékek alacsony megbízhatósága. Ezen mérési problémák megoldására fejlesztette ki a KEYENCE a 3D optikai profilmérő VR sorozatát.
A VR sorozat pontosan rögzíti a teljes célfelület 3D alakját anélkül, hogy érintkezne a céltárggyal. A 3D alakzatot is méri úgy, hogy a céltárgyat mindössze egy másodperc alatt, nagy pontossággal 3D-ben beszkenneli a tárgyasztalon. Képes azonnali és mennyiségi mérés elvégzésére, hiba nélkül a mérési eredményekben. Ez a szakasz a VR sorozat néhány specifikus előnyét mutatja be.
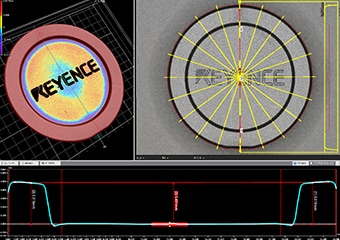
1. előny: 800 000 mérési pont adatait gyűjti össze.
A VR sorozat akár 300 mm × 150 mm-es széles területet is képes mérni, miközben szkennelésenként akár 800 000 adatpontot is rögzíthet. Mivel a teljes alakzat beazonosítható, a magas és alacsony részek pedig mérhetők, még az enyhe beszívódások is ugyanolyan könnyedén azonosíthatók, mint a nagyobbak. A mérési adatok tárolásra kerülnek, és a tárolt adatok összehasonlíthatók más adatokkal vagy 3D tervadatokkal.

- A
- A kék terület homorúságot jelez.
A hagyományos mérőműszerekkel ellentétben a VR sorozat képes egyszerűen mérni a nagy területen szétszórt beszívódásokat. Ez a fajta mérés korábban sok időt és erőfeszítést igényelt a hagyományos rendszerek használatával. A termék olyan mérőeszközöket is tartalmaz, amelyek lehetővé teszik a különféle mérések egyszerű elvégzését. Ez a kezdő operátorok számára is lehetővé teszi, hogy pontos mérést végezzenek, így nincs szükség speciális operátorra a mérési munkához.

2. előny: Az adatokat Excelbe és CAD-be is ki lehet exportálni.

Az adatok pontosan úgy jeleníthetők meg Excelben, ahogy a képernyőn is láthatók. Az olyan funkciók, mint az egyes mért értékek sorba rendezése, vagy az adatok összegzésére szolgáló kimutatási táblaék létrehozása részletes vizsgálatok gördülékeny elvégzését teszik lehetővé. A STEP és az ASCII mellett a CAD adatkimenet STL formátumban is támogatott. A generált adatok sokféleképpen használhatók.
Összegzés
A VR sorozat pontos és azonnali 3D céltárgy mérést tesz lehetővé, nagysebességű 3D szkenneléssel anélkül, hogy érintkezne a céltárggyal. Még az olyan nehéz mérések is elvégezhetők akár egy másodperc alatt, mint a beszívódások magassága és érdessége. A VR sorozat minden, a hagyományos mérőműszerekkel kapcsolatosan felmerülő problémát megold.
- Mivel a teljes felületet méri, a VR sorozat egyszerűen tudja mérni a beszívódást széles területen. A legmagasabb és legalacsonyabb pontok is mérhetők.
- Ez kiküszöböli az emberi tényezőkből adódó eltéréseket, lehetővé téve a valódi mennyiségi mérést.
- A mérés egyszerűen elvégezhető a céltárgy tárgyasztalra helyezésével és egyetlen gomb megnyomásával, pozicionálás vagy egyéb előkészítés nélkül. Így nincs szükség speciális operátor kijelölésére a mérési munkákhoz.
- A 3D alakzatok könnyen, nagy sebességgel, nagy pontossággal mérhetők. Ez lehetővé teszi nagyszámú céltárgy rövid idő alatt történő mérését, elősegítve a minőség javítását.
Ez a rendszer lehetővé teszi a korábbi 3D alakzatadatokkal és CAD-adatokkal való összehasonlítást, valamint az egyszerű adatelemzést, például a tűréshatárokon belüli eloszlást. Hatékonyan használható számos célra, beleértve a termékfejlesztést, a gyártási trendelemzést és a mintavételi ellenőrzéseket.
