Az alakváltozás mérésének módszere

A tárgyra ható feszültséget, nyomást, csavarást és egyéb erőket különféle kifejezésekkel jelölik. Az ezen erők alkalmazása által generált deformáció arányát „alakváltozásnak” nevezzük. Az alakváltozásnak három típusa van, amelyeket a kifejtett erő (terhelés) iránya és helye alapján határoznak meg. Az így létrejövő deformáció magában foglalja a vetemedést, a hullámosodást, a megnyúlást, az összenyomódást, a tágulást és a csavarodást.
Itt bemutatjuk háromféle alakváltozás alapelvét, valamint az alakváltozás mérésére szolgáló módszereket. Emellett a hagyományos mérési módszerek problémáit, és ezen problémák megoldásait is bemutatja.
- Alakváltozás
- Az alakváltozás mérése nyúlásmérővel
- Az alakváltozás hagyományos mérése során felmerülő problémák
- Az alakváltozás-mérés során felmerülő problémák megoldása
- Összegzés: Drasztikus javulás és nagyobb hatékonyság a nehéz alakváltozás-mérések terén
Alakváltozás
Amikor egy tárgyat húznak, nyomnak vagy más erőhatásnak teszik ki, a tárgy deformálódik. Például, ha egy tárgyat húznak, megnyúlik abba az irányba, amerre húzzák. Ha egy tárgyat nyomnak, a nyomás irányában összenyomódik. A deformált alakzat és az eredeti alakzat viszonyát „alakváltozásnak” nevezik. Az alakváltozás magában foglalja a hosszirányú alakváltozást, az oldalirányú alakváltozást és a nyírási alakváltozást, amelyek mindegyike eltérő terhelési irányú.
Hosszirányú és oldalirányú alakváltozás
A hosszirányú alakváltozás a terhelés (összenyomódás) irányában történő deformáció, amely a tárgy összenyomásakor lép fel. Az oldalirányú alakváltozás a tárgy terhelésére merőleges irányban létrejövő deformáció (nyújtás).
Alakváltozás akkor is előfordul, ha a tárgyat húzzák. Ebben az esetben a hosszirányú alakváltozás a terhelés (feszítés) irányában történő deformáció (nyúlás). Az oldalirányú alakváltozás a tárgy terhelésére merőleges irányban létrejövő deformáció (zsugorodás). A hosszirányú és oldalirányú alakváltozás arányát Poisson-tényezőnek nevezik.
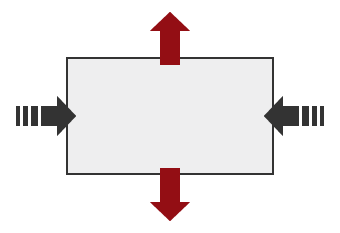
- Összenyomódás
- Tágulás

- Feszültség
- Zsugorodás
Nyírási alakváltozás

- A
- Nyíróerő
- B
- Horog
Ez az alakváltozás akkor lép fel, amikor egy tárgy nyíróerőnek van kitéve. Ez könnyen megérthető, ha elképzeljük, milyen erőt fejt ki az olló a papír vágásakor, vagy egy kampót, amellyel egy festményt a falra akasztanak.
Torzió
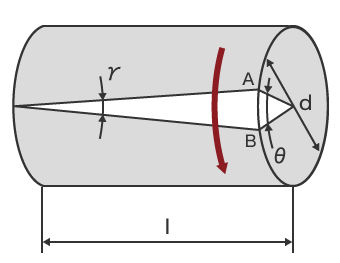
- θ
- Torziós szög:
- γ
- Nyírási alakváltozás
- l
- Tengely hossza
- d
- Átmérő
- AB
- Maximális torziós erő
A nyíróerő a tengely elcsavarodásakor keletkezik. Ezzel egyidejűleg a nyíróerővel megegyező nagyságú húzóerő és nyomóerő keletkezik két, a tengellyel 45°-ot bezáró irányban. Ennek eredményeként a csavarodás által okozott alakváltozás nem egyetlen alakváltozás, hanem egy kombinált alakváltozás, amely nyírási, hosszirányú és oldalirányú alakváltozásból áll.
Az alakváltozás mérése nyúlásmérővel
A nyúlásmérő a mérőműszer tágulásából és összehúzódásából eredő ellenállás-változásból méri az alakváltozást. Ha a mérőeszközt az alakváltozás helyére rögzítjük, és megmérjük az ellenállási értékeket az alakváltozás előtt és az alakváltozás közben, be lehet azonosítani az alakváltozási folyamatot. A következő kifejezés az eredeti ellenállásérték, az ellenállás-változás mértéke és az alakváltozás mértéke közötti kapcsolatot mutatja.
⊿R / R = K × ε
- ⊿R
- Az ellenállás-változás mértéke (Ω)
- R
- Eredeti ellenállásérték (Ω)
- K
- Arányossági állandó*
- ε
- Az alakváltozás mértéke
* K-t „nyúlási tényezőnek” nevezik, ez egy arányossági állandó, amelyet a nyúlásmérőben használt fémanyag alapján határoznak meg.
A nyúlásmérőt arra tervezték, hogy a tárgy alakváltozásának mértékét mérje, így az alakzatot nem tudja mérni. Az alakváltozást olyan eszközökkel mérik, mint például profilmérő rendszer, magasságmérő vagy koordinátamérő gép.
Az alakváltozás hagyományos mérése során felmerülő problémák
Az alakváltozást összetett deformáció eredményeként jön létre a terhelési iránytól függetlenül. Az alakváltozás alatt álló tárgynak háromdimenziós alakja van, amelyet hagyományosan profilmérő rendszerrel vagy magasságmérővel mérnek. A profilmérő rendszerrel vagy magasságmérővel végzett mérés azonban a következő problémákat veti fel.
A profilmérő rendszerrel történő alakváltozás-mérés során felmerülő problémák
A céltárgy profilját egy profilmérő rendszer méri és rögzíti úgy, hogy a felületét egy érintőceruzával követi végig. Az elmúlt években olyan profilmérő rendszereket fejlesztettek ki, amelyek érintőceruza helyett lézert használnak az összetett alakzatok mérésére a profil érintésmentes követésével. Egyes modellek képesek a felső és az alsó felület mérésére is.
Amikor egy profilmérő rendszer háromdimenziós céltárgyat mér, akkor azt vízszintesre kell beállítani.
Ez a mérési módszer a következő problémákat vetheti fel:

- A mérés és a rögzítés időigényes. Emellett a profilmérő rendszerek használatához kapcsolódó ismeretek és készségek is szükségesek a céltárgy pontos szintbe állításához.
- A profilmérő-rendszer érintőceruzája felfelé és lefelé egy íven mozog, melynek középpontja az érintőceruza karjának forgástengelye, az érintőceruza hegye pedig az X-tengely irányába mozog. Ez hibát okoz az X-tengely adataiban.
- A kívánt vonal végigkövetése az érintőceruzával rendkívül nehéz munka, és már az érintőceruza enyhe elmozdulása is hibát okoz a mért értékekben.
- Mivel csak vonalak értékelhetők, a teljes felületen kialakuló alakváltozás nem jeleníthető meg.
A magasságmérővel történő alakváltozás-mérés során felmerülő problémák

- Bal
- Magasságmérő
- Jobb
- Mélységmérő
A magasságmérő mérőórával kombinálva használható a magasság mérésére.
- Mivel csak az egyes pontokat lehet ellenőrizni, a pontosság növelésére több különböző területen kell méréseket végezni. Azonban még sok idő ráfordítása és sok pont mérése esetén sem lehet meghatározni a teljes felület jellemzőit.
- Ha az alkatrész kicsi vagy összetett alakzatú, egy keskeny szakasz rendkívül kis részein nehéz lehet érintéses mérést végezni. A mérési eredmények különböző kezelők közötti eltérése és a mérőműszer hibája szintén lehetetlenné teszi a stabil mérést.
Az alakváltozás-mérés során felmerülő problémák megoldása
A szokásosan használt mérőműszerek olyan problémákkal járnak, mint a cél elhelyezéséhez szükséges hosszú idő, valamint az, hogy a háromdimenziós célok és területek mérése pont- vagy vonalérintéssel történik. Ezen mérési problémák megoldására fejlesztette ki a KEYENCE a 3D optikai profilmérő VR sorozatát.
A VR sorozat pontosan rögzíti a teljes célfelület 3D alakját anélkül, hogy érintkezne a céltárggyal. A 3D alakzatot is méri úgy, hogy a céltárgyat mindössze egy másodperc alatt, nagy pontossággal 3D-ben beszkenneli a tárgyasztalon. Képes azonnali és mennyiségi mérés elvégzésére, hiba nélkül a mérési eredményekben. Ez a szakasz a VR sorozat néhány specifikus előnyét mutatja be.
1. előny: Rögzítse a teljes felület alakját. Azonnal megjelenítheti a feszültséget a részletes ábrákon.
A KEYENCE teljes körűen felülvizsgálta a mérési algoritmusokat és a hardvert, így akár 200 mm x 100 mm széles területet is képes megmérni mindössze egy másodperc alatt. Ez lehetővé teszi a célpont szabad mérését, beleértve a lokalizált alakzatot és alakváltozást, valamint a hullámosság és az érdesség mérését az alakváltozással egyidejűleg. Ráadásul a mérési eredmények nem változnak a mérést végző személytől függően.
A lenyűgöző, akár egy másodperces mérési sebességgel a VR sorozat lehetővé teszi a mérendő minták számának jelentős növelését és a munkaidő lerövidítését. Ez a mérési minőség javulásához vezet, lehetővé teszi az ellenőrző operátorok termelési operátorokká történő áthelyezését, és elősegíti a gyártási mennyiség növelését. A VR sorozat az összes mérési feladat, például a prototípus-értékelések és a szállítási ellenőrzések sebességét is növeli.
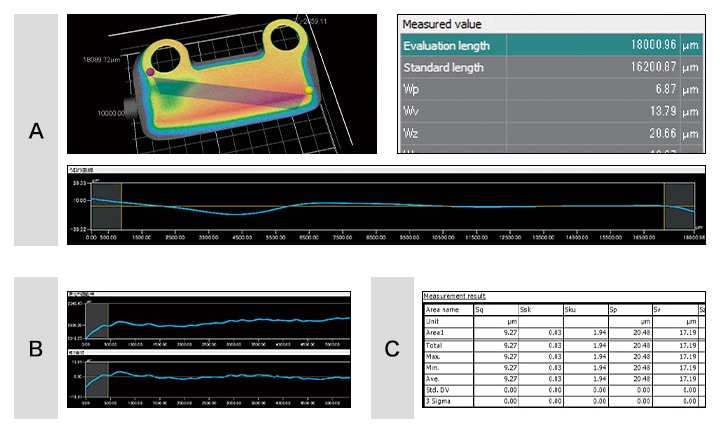
- A
- Hullámosság- és alakváltozás-mérés
- B
- Érdességi profil mérése
- C
- Felületi érdesség mérése
A profilmérő rendszerekkel és magasságmérőkkel ellentétben a VR sorozat beolvassa a tárgyasztalon elhelyezett céltárgy jellemzőit, és automatikusan korrigálja a pozícióját. A korábban sok időt és erőfeszítést igénylő szigorú pozicionálás már nem szükséges. Ez még a méréseket nem ismerő operátor számára is lehetővé teszi, hogy könnyen és azonnal végezzen méréseket. Így nincs szükség speciális operátor kijelölésére a mérési munkákhoz.
A VR sorozattal az összetett formájú céltárgyak párhuzamossága is pontosan mérhető mindössze a céltárgy tárgyasztalra helyezésével és egy gomb megnyomásával.

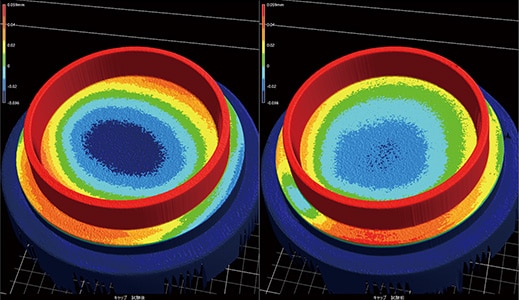
2. előny: Vizuális beazonosítja az alakváltozásokat.
Mechanikai erőhatás miatt az alkatrészek váratlan deformációja fordulhat elő, ideértve a csavarodással járó alakváltozásokat is, ahol az alakzatok összetettek és a mérés nehézkes. Amikor az ilyen céltárgyakat vonalak vagy pontok segítségével mérik, nemcsak pontos alakzatadatokra lehetetlen szert tenni, de magát az alakzatot is nehéz beazonosítani.
A VR sorozatnál csak a céltárgyat kell a tárgyasztalra helyezni és beolvasni. A céltárgy 3D alakja rögzíthető, és nincs szükség pozícionálásra.
Mivel a célmagasság színekben jeleníthető meg, a profilmérés pedig a céltárgy bármely részén lehetséges, így lehetőség nyílik az alakhibák helyeinek és pontos számértékeinek megjelenítésére és azonosítására. Ez lehetővé teszi az öntőformák, szerszámok és formázási körülmények okozta hibák okainak zökkenőmentes azonosítását és kijavítását.
Mivel az alakzatadatokat mennyiségileg mérik, az alakváltozás könnyen kezelhető a számszerűsített tűréshatárok alapján, emellett a mérések trendelemzésre is használhatók.
Összegzés: Drasztikus javulás és nagyobb hatékonyság a nehéz alakváltozás-mérések terén
A VR sorozat pontos és azonnali alakváltozás- és egyéb 3D céltárgy-méréseket tesz lehetővé, nagysebességű 3D szkenneléssel anélkül, hogy érintkezne a céltárggyal.
- Mivel a teljes felületet beméri, a céltárgyon minden olyan hely beazonosítható, ahol alakváltozás fordul elő, emellett profilmérés is végezhető bármely tetszőleges részen.
- Nincs szükség pozícionálásra. Egyszerűen helyezze a céltárgyat a tárgyasztalra, és a mérés elvégzéséhez nyomja meg a gombot.
- A 3D alakzatok könnyen, nagy sebességgel, nagy pontossággal mérhetők. Ez lehetővé teszi nagyszámú céltárgy rövid idő alatt történő mérését.
- Több mérési adathalmaz könnyen és mennyiségileg összehasonlítható és elemezhető.
Emellett a síklapúsági tűrés beállításával lehetőség nyílik a megfelelő/nem-megfelelő termékek egyszerű megítélésére, és az adatok alapján a nem-megfelelő termékek elemzésére. Ez lehetővé teszi az apró alkatrészek és a hagyományos módszerekkel nem mérhető, bonyolult alakzatú alkatrészek alakváltozásának mérését és megjelenítését. A VR sorozat gyors és pontos mérést és zökkenőmentes adatelemzést biztosít a munka hatékonyságának drasztikus javulásával.
