Kúpok egyszerű és pontos mérése

A kúpos kifejezés egy tárgy vagy felület szűkülő alakját írja le. Ez az oldal a kúpok kapcsolatos alapismereteket, ideértve a felhasználási célokat, az azokat használó alkatrészek típusait, a számítási módszereket, a gyártás módját, valamint a méréssel kapcsolatos gyakori problémákat és megoldásokat mutatja be.
- Kúpok
- Alkatrészek, amelyekben kúpokat használnak
- A kúpszög kiszámítása
- Kúpgyártási módszerek
- A hagyományos kúpmérés során felmerülő problémák
- A kúpmérés során felmerülő problémák megoldása
- Összegzés: Drasztikus javulás és nagyobb hatékonyság a kúpok mérése terén
Kúpok
A kúp olyan jellemzőket jelöli, amelyek esetében egy hosszú, keskeny alakzat átmérője, szélessége vagy vastagsága a csúcs felé haladva fokozatosan csökken. Sokféle kúpos alakzat létezik, amelyeket a felhasználási céltól függően választanak ki. A kúpokat egy szerkezet megerősítésére vagy az illesztés megkönnyítésére használják, és olyan eljárásokkal alakítják ki, mint a préselés vagy a vágás.
Ha kúpos alakzatot adnak hozzá a tervrajzhoz, azt elvékonyodásnak nevezzük. A nagy kúpszöget éles kúposságnak, a kis kúpos szöget pedig tompa kúposságnak nevezzük. A meredekség egy olyan kifejezés, amely hasonló a kúposság kifejezéshez; ezeket a kifejezéseket helyesen kell használni.
A kúposság és a meredekség közötti különbség
Az az alakzat, amelynek mindkét oldalán van dőlésszöge, kúpos, míg az az alakzat, amely csak az egyik oldalon rendelkezik dőlésszöggel, míg a másik oldalon lapos, lejtős (meredek). Például, ha ugyanazt a körkúp alakzatot nézzük, amikor csak az egyik oldal dőlését írjuk le és a középvonalat használjuk referenciaként, akkor meredekségről beszélünk. Ha mindkét oldalnak van dőlése, akkor kúpról beszélünk.
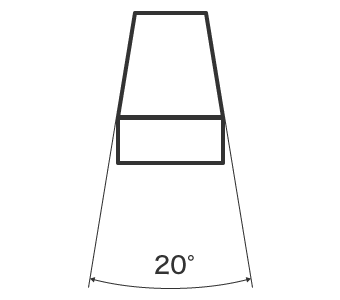

A kúposság és a meredekség jelölése a rajzokon
A kúposságot és a meredekséget egy-egy szimbólum és számérték jelzi. A kúp méretét a kúpszög vagy a kúp-arány jelzi. A meredekséget a meredekségi aránynak nevezett szám jelzi.

- A
- Igazítsa a kúp szimbólumot a kúpos alakkal azonos irányba.
Alkatrészek, amelyekben kúpokat használnak
Kúpokat rengeteg alkatrészben használnak, például tűket vagy tengelyeket tartó csapágyakban, csövekben és hűtőbordákban vagy karimákban. Az alakzatok mindegyike kúpos, de használati céljuk eltérő, és alakjuk eltérő tulajdonságokkal rendelkezik.
Csavarok, csapágyak, szerelvények stb.
Ezekben az alkatrészekben kúp (lineáris kúp) található, amelynek átmérője a távolság függvényében lineárisan változik. Az oldalszög állandó, a kúp méretét pedig a kúpszög vagy a kúp-arány jelzi.
Motor hűtőbordák és hőelvezetők
Ezekben az alkatrészekben kúp (exponenciális kúp) található, amelynek átmérője a távolság függvényében exponenciálisan változik. Az oldala gyorsabban szűkül az alaptól távolabb, és a csúcsa nagyon hegyes. Ez lehetővé teszi a hajlás, valamint a súly és a rezgés csökkentését.

Ezen túlmenően, parabola alakú kúpot (parabolikus kúp) használnak azokban az alkatrészekben, amelyek célja a folyadékellenállás csökkentése, például csövekben és repülőgép karosszériákban. Az olyan alkatrészekben, mint a tűk, amelyek más alkatrészek összekapcsolására szolgálnak, fordított kúpos kialakítást alkalmaznak. A fordított kúp alakja a szokásos kúposhoz képest fordított, és a vége vastagabb, mint az alapja.
A kúpszög kiszámítása
A rajzokon a kúp méretét általában a kúp-arány jelzi. Azonban olyan esetekben, mint például az esztergagéppel történő megmunkálás, szükség lehet a kúpszög értékére.
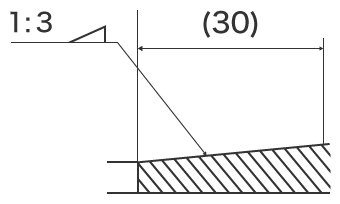
Kúp-arány
Ez a vastagabbik és a vékonyabbik vég méretének az aránya. Például, ha a kúp-arány 3:100, az átmérő 3 mm-rel lesz rövidebb 100 mm hosszúságonként.

- a
- Nagyobb oldalátmérő
- b
- Kisebb oldalátmérő
- L
- Hossz
- Φ
- Kúpszög
Kúpszög
A kúpszög az alábbi képlettel számítható ki.


Például, ha a rajzon megadott kúp-arány 3/100, a kúpszög az alábbiak szerint számítható ki.

Kúpgyártási módszerek
A kúpokat eszterga vagy prés segítségével készítik. A présformázásnál a kúposságot a szerszám készítésekor alakítják ki, majd ezt az alakzatot „rányomják” egy anyagra. Esztergálás esetén a megmunkálás a vágóbetét-tartó szögének beállításával történik. Az alábbiakban bemutatjuk, hogyan hozható létre kúp eszterga használatával.
Az eszterga egy olyan szerszámgép, amely forgás közben távolítja el az anyagot. Egy betétet vagy speciális vágószerszámot alkalmaznak a tárgy felületén, miközben az forog, és az anyagot eltávolítja a kerület mentén. Mivel a vágás a munkadarab forgása közben történik, ez a módszer olyan kúpok megmunkálására alkalmas, ahol az átmérő a csúcs felé rövidül. Esztergagépnél a kúpos szármaró szöge a kúpszög 1/2-e. A kúpszög 1/2-e egyenlő a meredekséggel.
(1) Forgassa el az esztergagépet és állítsa be a szöget.
↓
(2) Húzza meg az eszterga fogantyúját és végezze el a vágást.
↓
(3) Miután végzett a vágással, engedje fel, amíg a szerszám ki nem old.
↓
(4) Ismételje meg ezt az eljárást, amíg el nem éri a kívánt alakzatot.
Nagy pontosságú esztergagép használata esetén mikrométeres nagyságrendű finom kúpos megmunkálás is lehetséges. Ennek megfelelően a minőségellenőrzéshez nagy pontosságú mérőműszerek szükségesek.
A hagyományos kúpmérés során felmerülő problémák
Rendkívül fontos megbizonyosodni arról, hogy a kúpmegmunkálással előállított méretek és alakzatok a tűréshatárokon belül legyenek. Különösen azért, mert a kúposan elkeskenyedő kúp egy háromdimenziós alakzat, így nagy pontosságra és mennyiségi 3D mérésre van szükség. A hagyományos optikai komparátorok, profilmérő rendszerek és kúpmérők használatakor azonban számos mérési probléma merül fel. Ilyen problémák lehetnek például a pontos mérések elvégzésének nehézségei és a mért értékek eltérése.
Az optikai komparátorral történő kúpmérés során felmerülő problémák

Az optikai komparátor egyfajta optikai mérőműszer, amelynek mérési elve hasonló az optikai mikroszkópéhoz. Egy tárgyat helyeznek a tárgyasztalra, és a mérőműszer alulról megvilágítva azt a célprofilt egy képernyőre vetíti. Egyes nagy optikai komparátorok képernyőátmérője nagyobb, mint 1 m (3,3′). Süllyesztett kúpos alkatrészeknél a profil nem jeleníthető meg ezzel a módszerrel a mintadarab elvágása nélkül.
Ez a mérési módszer a következő problémákat veti fel.
- Egy közönséges optikai komparátor lencse esetén a céltárgynak csak egy része van fókuszban. Emiatt minden mérési pontra kézzel kell pontosan ráfókuszálni. Például, ha a céltárgy egy kör alakú kúp, akkor minden mérési helyen pontosan be kell állítani a fókuszt. Ez nem csak a mérési hiba problémáját eredményezi, ha a fókuszpozíció az operátoroktól függően eltérően van beállítva, hanem azt is, hogy több hely mérése esetén hosszabb időre van szükség a fókusz beállításához. A keresztmetszeti alakzat mérésére a céltárgy elvágására is szükség lehet.
- Az alakzatok összehasonlításakor szemrevételezéssel kell ellenőrizni a különbségeket úgy, hogy a vetületet egy 10-szeresre nagyított rajzzal lefedjük. A vetített méretek és a rajz közötti eltéréseket nem lehet számszerű formában megállapítani, a profil alakját pedig át kell vinni pauszpapírra, ami megnehezíti az adatok tárolását és összehasonlítását.
Ez számos nagy problémát eredményez. Nem minden operátor képes az alakzatok pontos mérésére. Vannak olyan helyek is, amelyeket nem lehet megmérni, és szükség lehet a céltárgy elvágására.
A profilmérő rendszerrel történő kúpmérés során felmerülő problémák

A céltárgy profilját egy profilmérő rendszer méri és rögzíti úgy, hogy a felületét egy érintőceruzával követi végig. Az elmúlt években olyan profilmérő rendszereket fejlesztettek ki, amelyek érintőceruza helyett lézert használnak az összetett alakzatok mérésére a profil érintésmentes követésével. Egyes modellek képesek a felső és az alsó felület mérésére is.
A profilmérő rendszernek le kell követnie a pontos mérési vonalat a kúpos célalakzatra merőleges irányban.
Ez a következő problémákat veti fel.
- A mérési munka sok időt igényel, ideértve a minta ülékre rögzítéséhez és vízszintbe állításához szükséges időt. Emellett a profilmérő rendszerek használatához kapcsolódó ismeretek és készségek is szükségesek a céltárgy pontos szintbe állításához.
- A profilmérő-rendszer érintőceruzája felfelé és lefelé egy íven mozog, melynek középpontja az érintőceruza karjának forgástengelye, az érintőceruza hegye pedig az X-tengely irányába mozog. Ez hibát okoz az X-tengely adataiban.
- A kívánt vonal végigkövetése az érintőceruzával rendkívül nehéz munka, és már az érintőceruza enyhe elmozdulása is hibát okoz a mért értékekben.
A kúpmérés során felmerülő problémák megoldása
A hagyományos mérőműszerek problémáinak áttekintése rámutat arra, hogy a problémáknak van egy közös pontja. Egy háromdimenziós céltárgy vagy terület mérése pont és vonal érintkezés útján történik.
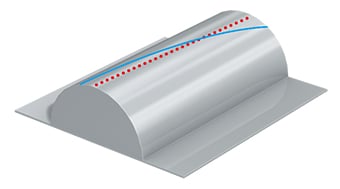
Ezen mérési problémák megoldására fejlesztette ki a KEYENCE a 3D optikai profilmérő VR sorozatát. A VR sorozat pontosan rögzíti a teljes célfelület 3D alakját anélkül, hogy érintkezne a céltárggyal. A 3D alakzatot is méri úgy, hogy a céltárgyat mindössze egy másodperc alatt, nagy pontossággal 3D-ben beszkenneli a tárgyasztalon. Ez lehetővé teszi az azonnali mennyiségi mérést, amely mentes a mérési eredmények változásától. Az alábbiakban bemutatunk néhány konkrét példát az előnyökre.
1. előny: Mérés a céltárgy elvágása nélkül
Az érintéses típusú mérőműszerrel, mivel a szonda nem éri el a céltárgy alját, nehéz megmérni azokat a céltárgyakat, ahol kicsi az osztásköz és mélyedések vannak, például pengeszerszámok és hűtőegység bordák.
A VR sorozat a kúpokat és más alakzatokat úgy méri meg, hogy virtuálisan keresztbe vágja a tárgyat, amihez korábban a tárgy tényleges elvágására volt szükség. Még a süllyesztett területtel rendelkező tárgyak is mérhetők anélkül, hogy megsemmisítenék őket.
A felhasználók sablonokat is létrehozhatnak az általánosan mért tételekhez a mérési folyamat leegyszerűsítésére és több alkatrész gyors elemzésére.


2. előny: Akár 300 mm x 150 mm-es nagy területet is megmér
A mérés egyszerűen elvégezhető a céltárgy tárgyasztalra helyezésével és egy gomb megnyomásával. Szigorú pozicionálás vagy egyéb előkészítés nem szükséges. A VR sorozat képes beolvasni az objektum jellemzőit, és automatikusan elvégezni az alkatrész beigazítását. Ez lehetővé teszi nagy pontosságú mérések elvégzését olyan operátorok számára, akik nem rendelkeznek a mérőműszerekkel kapcsolatos tudással vagy tapasztalattal.

Összegzés: Drasztikus javulás és nagyobb hatékonyság a kúpok mérése terén
A VR sorozat megoldja a hagyományos mérőműszerek problémáit azáltal, hogy nagy sebességű, érintésmentes 3D szkenneléssel, azonnal és nagy pontossággal mér meg 3D célformákat.
- A keresztmetszeteket a céltárgy elvágása nélkül tudja megmérni.
- Kiküszöböli az emberi tényezőkből adódó eltéréseket, lehetővé téve a valódi mennyiségi mérést.
- A mérés egyszerűen elvégezhető a céltárgy tárgyasztalra helyezésével és egyetlen gomb megnyomásával, pontos pozicionálás vagy egyéb előkészítés nélkül. Így nincs szükség speciális operátor kijelölésére a mérési munkákhoz.
- A 3D alakzatok könnyen, nagy sebességgel, nagy pontossággal mérhetők. Ez lehetővé teszi nagyszámú céltárgy rövid idő alatt történő mérését, elősegítve a minőség javítását.
Ez a rendszer lehetővé teszi a korábbi 3D mérésekkel és CAD-adatokkal való összehasonlítást, valamint az egyszerű adatelemzést, például a tűréshatárokon belüli eloszlást. Hatékonyan használható számos célra, beleértve a termékfejlesztést, a gyártási trendelemzést és a mintavételi ellenőrzéseket.
