A komplex 3D hegesztési gyöngy alakzatok azonnali és pontos mérése
A hegesztés két anyag (alapfémek) összekötésének módszere olyan energia felhasználásával, mint a hő vagy nyomás, hegesztőfém használatával vagy anélkül. A hegesztési varratoknál keletkező hegesztési gyöngyök rendkívül fontos elemek, amelyek nagy mértékben befolyásolják a kötés szilárdságát és a termék minőségét. A hegesztési gyöngy alakja alapján értékelhető, hogy a varrat megfelelően lett-e elkészítve, illetve hogy vannak-e benne hibák. A hegesztési gyöngy helyes kiértékeléséhez mennyiségileg meg kell mérni annak összetett 3D alakját, és ez számos problémát vet fel.
Ez az oldal a hegesztési gyöngyökkel kapcsolatos alapvető ismereteiket és a hegesztési gyöngy 3D alakzatainak egyszerű és azonnali pontos mérésére szolgáló legújabb módszert mutatja be.
- Hegesztési gyöngyök
- Hegesztési gyöngy optimális méretei és alakja
- Hegesztési gyöngy alakhibái
- Megoldások a hegesztési gyöngy alakmérésére
- Összegzés: A VR rendszer drasztikus javulást nyújt a hegesztési gyöngyök alakzatának mérésében, ami korábban nehezen volt pontosan kivitelezhető
Hegesztési gyöngyök
Amikor az alapfémeket ívhegesztéssel, lézerhegesztéssel vagy hasonló módszerrel kötik össze, a hegesztési gyöngyök domború, lekerekített részek, amelyek az illesztéseknél jönnek létre a felületen. Mivel a hegesztési gyöngyök húr alakúak, ezt a folyamatot néha felfűzésnek nevezik.
Különböző felhasználási célú fémcsövek gyártása során a hegesztési gyöngyöt nagyfrekvenciás hegesztéssel alakítják ki az alapfémkötésnél a hengerelés után. Különféle egyéb hegesztési módszerek esetében a fém és az alapfém összeolvasztásával létrejövő kötést is hegesztési gyöngynek nevezik még akkor is, ha szinte nincs kiemelkedő alakzat.
Hegesztési gyöngy optimális méretei és alakja
Ez a rész a hegesztési gyöngy alakját ismerteti az ívhegesztés tipikus hegesztési módszeréhez.
A hegesztési gyöngy alakja akkor megfelelő, ha megfelel az előírt méreteknek.
Előírt hegesztési gyöngy méretek és alakzat
Az optimális hegesztési gyöngy méretek szabványosak, és fontos, hogy a fejlesztés, a tervezés, a folyamatok és a gyártási során a hegesztési gyöngy alakjával szemben támasztott követelmények teljesüljenek.
Az alábbiakban felsorolunk néhány általánosan előírt méretet:
- Torok vastagsága – A hegesztési gyöngy minimális vastagsága.
- Behatolási mélység – Az olvadt alapfém csúcsától az alapfém felületéig mért távolság.
- Láb hossza – A minimális hossz a kötés tövénél lévő hegesztési varrattól a hegesztési gyök csúcsáig.
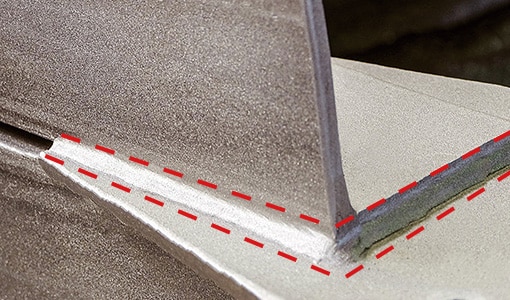
Például az alábbi ábrán látható hegesztésnél az optimális gyöngyszélesség megítélési szabványa az, hogy a láb hossza eléri-e a vékonyabb alapfém vastagságának 80%-át vagy sem. Ha a vékonyabb alapfém vastagsága 20 mm, akkor körülbelül 16 mm-es lábhossz szükséges, és ez határozza meg a gyöngy szélességét.
A hegesztési gyöngy méretei és a hegesztőáram
Az ívhegesztésnél a hegesztőáram az egyik olyan tényező, amely befolyásolja a hegesztési gyöngy méreteit. Nagyobb áram nagyobb gyöngyöket, míg kisebb áram kisebb gyöngyöket eredményez. Ha a hegesztési gyöngy nem felel meg a kívánt méreteknek vagy alaknak, akkor korrigálni kell a hegesztési feltételeket, például a hegesztőáramot vagy a pisztoly mozgási sebességét.
Hegesztési gyöngy alakhibái
A méreteken kívül számos olyan hiba van, amely figyelmet igényel a hegesztési gyöngy felületének alakját illetően. Itt illusztrációk segítségével elmagyarázunk néhány tipikus hegesztési gyöngy hibát és azok okait.
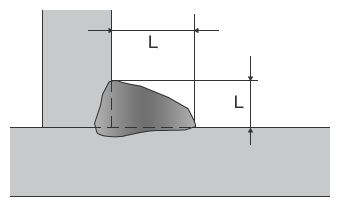
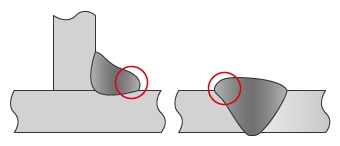
Átfedés
- [Jelenség]
- Az átfedés olyan állapotot jelöl, amikor az olvadt fém, amely rácsordul az alapfém felületére, lehűl és hegesztési gyöngyként megszilárdul anélkül, hogy összeolvadna az alapfémmel.
- [Ok]
- Az átfedést az alacsony hegesztési sebesség és a hegesztőfém túlzott mennyisége okozza. A sarokvarratoknál az átfedést az okozza, hogy a felesleges olvadt fém a gravitáció miatt csepeg.
-
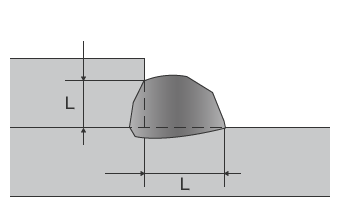
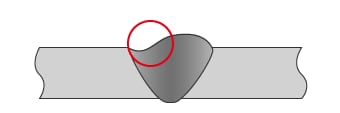
Alultöltés
- [Jelenség]
- Alultöltésről akkor beszélünk, ha nincs elegendő töltőanyag a varratban, így a varrat teljes vastagsága kisebb, mint az alapfém vastagsága.
- [Ok]
- Az alultöltést a nem megfelelő hegesztési feltételek (hegesztőáram vagy sebesség) okozzák.
-
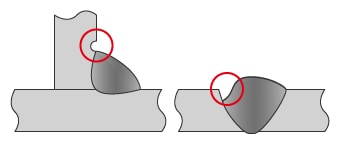
Alámetszés
- [Jelenség]
- Az alámetszés egy horony, amely a hegesztési gyöknél képződik, amikor az alapfémre vagy egy korábbi hegesztésre hegesztenek.
- [Ok]
- Az alámetszést általában a túlzottan magas hegesztőáram vagy hegesztési sebesség okozza.
-
Gödrök
- [Jelenség]
- A gödrök olyan felületi hibák, amelyek akkor keletkeznek, amikor a hegesztőfém belsejében gázüregek képződnek, amelyek megszilárdulnak, és lyukat képeznek a gyöngy felületén, amikor a gáz távozik. A hegesztési gyöngy belsejében megszilárduló gázüregek belső hibák, gázzárványoknak hívják őket.
- [Ok]
- A gödrök kiváltó okai közé tartoznak a védőgázzal kapcsolatos problémák; az elégtelen deoxidálószer; olaj, rozsda, bevonat vagy más anyag tapadt az alapfémhorony felületére; vagy az anyagban lévő nedvesség.
-
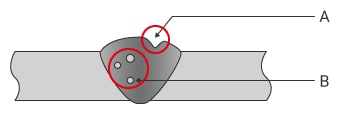
- A
- Gödör
- B
- Gázzárványok
Repedés (hegesztési gyöngy és alapfém felülete)
- [Típusok és jelenségek]
- A repedés azokra a repedésekre vonatkozik, amelyek a forró hegesztési varratban közvetlenül a hegesztés után keletkeznek. A repedést nagy vonalakban szilárdulási és megfolyási repedésre osztják. Megszilárdulási repedés akkor keletkezik, amikor a varrat megszilárdul. A megfolyási repedés a többrétegű hegesztési varratoknál lép fel akkor, amikor az előző hegesztési réteget a következő hegesztéssel megolvasztják. A helytől és alaktól függően a repedések lehetnek hosszirányú repedések, gyökrepedések, keresztirányú repedések vagy kráterrepedések.
-
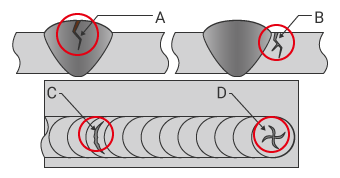
- A
- Hosszirányú repedés
- B
- Gyökrepedés
- C
- Keresztirányú repedés
- D
- Kráterrepedés
Az alakból és megjelenésből felismerhető hibákon kívül vannak más, a kötés szilárdságát befolyásoló hibák is.
- Hiányos áthatolás – a hegesztési varrat behatolása nem éri el a kívánt mélységet az elégtelen hő miatt
- Hiányos összeolvadás – az olvadt fém nem olvad össze az alapfémmel egy adott helyen.
Mivel ezek belső hibák, a keresztmetszeti minták felhasználásával történő ellenőrzésre van szükség.
Megoldások a hegesztési gyöngy alakmérésére
Az ellenőrzések elengedhetetlenek a hegesztési gyöngyök minőségének biztosításához. A megfelelő termékmintákkal és mérőeszközökkel végzett vizuális összehasonlítások magas szintű szakértelmet és sok időt igényelnek, és az ítélőképesség személyenként változhat. A rendszer és a pontosság miatt az automatizált beépített ellenőrző gépek sok esetben nem alkalmasak olyan célokra, mint a kutatás-fejlesztési szakaszban történő felhasználás, a hegesztési körülmények meghatározására szolgáló tesztelés, mintavételes ellenőrzés, vagy több kisméretű termék 100%-os termékellenőrzése kisebb egységekben.
A hegesztési gyöngy mérési problémáinak megoldására a KEYENCE kifejlesztette a 3D optikai profilmérő VR sorozatát.
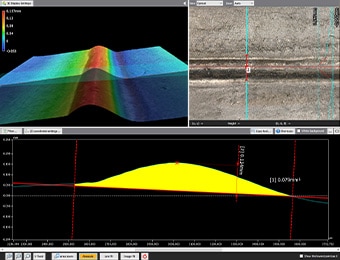
A VR sorozat pontosan rögzíti a teljes célfelület 3D alakját anélkül, hogy érintkezne a céltárggyal. A 3D alakzatot is méri úgy, hogy a céltárgyat mindössze egy másodperc alatt, nagy pontossággal 3D-ben beszkenneli a tárgyasztalon. Képes az azonnali és mennyiségi mérés elvégzésére. Ez a szakasz a VR sorozat néhány specifikus előnyét mutatja be.
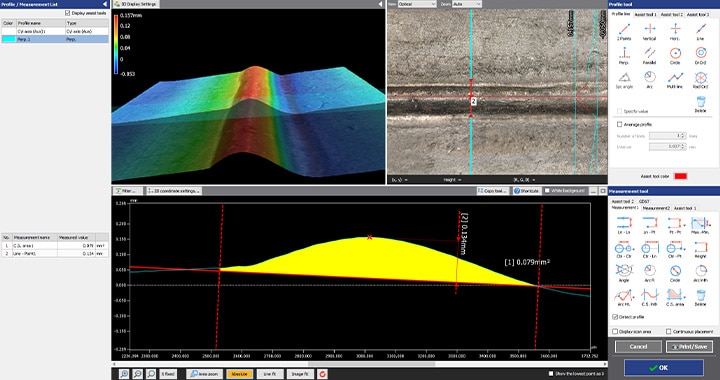
1. előny: A mérés akár egy másodperc alatt is elvégezhető. A teljes célfelület 3D alakja egyetlen méréssel pontosan rögzíthető.
A VR sorozat mindössze egy másodperc alatt azonnal rögzíti a felületi adatokat (800 000 pont adatait egyetlen szkenneléssel). Ez lehetővé teszi a rendkívül pontos és azonnali mérést, és a 3D alakzatok mennyiségi kiértékelését komplex hegesztési gyöngyök esetén.
A maximális és minimális felületi egyenetlenségek jól áttekinthető módon, színes térképen jeleníthetők meg, lehetővé téve a hibák helyének azonosítását. Lehetőség van részletes profiladatok beolvasására is, egyszerűen csak meg kell adni a céltárgy bármely kívánt helyét, például a hibák helyét.
Más területek profiladatai még mérés után is beolvashatók a korábbi 3D szkennelési adatokból, így nincs szükség a céltárgy újbóli beszkennelésére. Továbbá több céltárgy mérési adatai egymás mellett összehasonlíthatók, és a kívánt feltételek egyszerre több adathalmazra alkalmazhatók. Ez a munkaórák drasztikus csökkenését és a munka hatékonyságának javulását eredményezi.

2. előny: A használata egyszerű, a mérést bárki elvégezheti a mért értékek operátorok miatti változása nélkül.
A 3D alakmérés egyszerűen elvégezhető a céltárgy tárgyasztalra helyezésével és egy gomb megnyomásával. Ez a sorozat az iparág első intelligens mérési funkcióját is magában foglalja, amely automatikusan konfigurálja a mérési tartományt, és a céltárgy méretének megfelelően mozgatja a tárgyasztalt. Ez kiküszöböli a mérési hossz és a Z-tartomány beállításához szükséges munkát.

A segédeszközök széles választéka lehetővé teszi a kívánt mérési feltételek egyszerű és intuitív beállítását.
Az egyszerű konfiguráláson túl a segédeszközök lehetővé teszik a rendszer egyszerű kezelését még a kezdők számára is, így a mérésben járatlan operátorok is akár egy másodperc alatt pontos mérést végezhetnek. Ennek eredményeként a minták száma egyszerűen növelhető nem csupán a feltételek meghatározását kutatás-fejlesztési és tesztelési célokra, hanem a termékek mérésére és ellenőrzésére is, a kereskedelmi gyártás során.








Összegzés: A VR rendszer drasztikus javulást nyújt a hegesztési gyöngyök alakzatának mérésében, ami korábban nehezen volt pontosan kivitelezhető
A VR sorozat pontos és azonnali 3D céltárgy mérést tesz lehetővé, nagysebességű 3D szkenneléssel anélkül, hogy érintkezne a céltárggyal. A nehéz mérések, mint például a 3D hegesztési gyöngy alakzatok összetett szabálytalanságainak azonosítása és a hibák beazonosítása akár egy másodperc alatt elvégezhető. A VR sorozat minden, a hagyományos mérőműszerekkel kapcsolatosan felmerülő problémát képes megoldani.
- A hegesztési gyöngyön lévő rendellenes helyeket színes térképen lehet megjeleníteni.
- A szkennelés után bármikor elvégezhető bármely alkatrész profilmérése vagy több adatkészlet összehasonlítása.
- A mérés egyszerűen elvégezhető a céltárgy tárgyasztalra helyezésével és egyetlen gomb megnyomásával, pozicionálás vagy egyéb előkészítés nélkül. Így nincs szükség speciális operátor kijelölésére a mérési munkákhoz.
- Mivel a 3D alakzatok könnyen, nagy sebességgel, nagy pontossággal mérhetők, rövid idő alatt nagyszámú minta mérése végezhető el. Ez hasznos a minőség javításához.
- Ez kiküszöböli az emberi tényezőkből adódó eltéréseket, lehetővé téve a valódi mennyiségi mérést.
Ez a rendszer lehetővé teszi a CAD-adatokkal való összehasonlítást és az egyszerű adatelemzést, például a tűréshatárokon belüli eloszlást. Hatékonyan használható számos célra, ideértve a kutatás-fejlesztést, a hegesztési feltételek meghatározását, a mintavételi ellenőrzéseket, a kis tételű termékek 100%-os ellenőrzését és a gyártási trend elemzését.
