Forgácsolószerszám típusok, valamint megfigyelés és ellenőrzés digitális mikroszkóppal
A fokozott erősség, nagyobb pontosság és kisebb súly iránti kereslettel párhuzamosan megnőtt az igény a nehezen vágható anyagokból, mint például cementált keményfémből, kemény és törékeny anyagokból és edzett acélból készült bonyolultan forgácsolható munkadarabokra. A nehezen vágható anyagok nagy igénybevételt jelentenek a forgácsolószerszámokra nézve, ezért nagy figyelmet kell fordítani a forgácsolószerszámok kopására vagy letöredezett (hibás) éleire. Ebben a részben bemutatjuk a forgácsolószerszámok típusait, valamint példákat mutatunk, hogyan lehet megfigyelni és elemezni őket digitális mikroszkópunk segítségével.

- Mi a forgácsolás?
- Tipikus forgácsolási módszerek és forgácsolószerszámok
- A szerszámok tipikus anyagai és jellemzői
- Váltólapkák
- Példák a forgácsolószerszámok megfigyelésére és ellenőrzésére digitális mikroszkóppal
Mi a forgácsolás?
A forgácsolás olyan megmunkálás, melynek során fémeket és más anyagokat vágnak különféle szerszámokkal, például késekkel.
A köszörülésnek nevezett másik feldolgozási módszer során köszörűkővel távolítanak el anyagot a felületről.
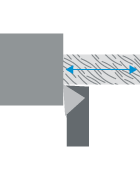
A forgácsolás elve
A forgácsolószerszám folyamatosan forgácsolja az anyagot, és forgácsot állít elő.
Ideális körülmények között a forgácsok folyamatosan és egyenletesen keletkeznek.
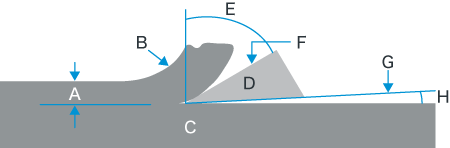
- A: Vágatlan forgács
- B: Forgács
- C: Munkadarab
- D: Szerszám
- E: Homlokszög
- F: Homlokfelület
- G: Kikönnyítési felület
- H: Kikönnyítési szög
Forgácsolási feltételek
A forgácsolás sebessége, előtolás sebessége és forgácsolás mértéke mind a megfelelő forgácsolás fontos tényezői.
- Forgácsolási sebesség = Percenként forgácsolt távolság (m/perc)
-
A forgácsolási sebesség (m/perc) azt a távolságot jelöli, amit a szerszám percenként forgácsol.
Minél nagyobb a forgácsolási sebesség, annál nagyobb a produktivitás, viszont annál rövidebb a szerszám hasznos élettartama.
- A: Munkadarab
- B: Percenként forgácsolt távolság
Minél nagyobb a forgácsolási sebesség,
annál nagyobb a produktivitás,
viszont
annál rövidebb a szerszám hasznos élettartama. - Előtolási sebesség = Egy fordulatra eső haladási távolság (mm/ford.)
-
Az előtolási sebesség (mm/ford.) azt a távolságot jelöli, amit a szerszám egy fordulat alatt megtesz.
Minél nagyobb az előtolási sebesség, annál nagyobb a produktivitás, azonban annál érdesebb a forgácsolt felület is.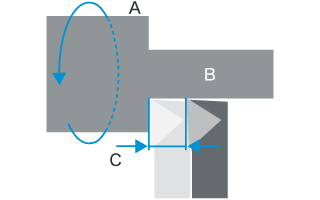
- A: Egy fordulat
- B: Munkadarab
- C: Egy fordulatra eső haladási távolság
Minél nagyobb az előtolási sebesség,
annál nagyobb a produktivitás,
azonban
annál érdesebb a forgácsolt felület is. - Forgácsolás mértéke = Az a távolság, amennyire a forgácsolás behatol a munkadarabba
-
A forgácsolás mértéke azt a távolságot jelöli, amennyire a szerszám behatol a munkadarabba.
Minél nagyobb a forgácsolás mértéke, annál nagyobb a produktivitás, viszont az ideálisan forgácsolt mértéket a szerszám típusa és anyaga határozza meg.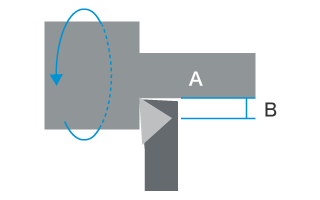
- A: Munkadarab
- B: Forgácsolás mértéke
Minél nagyobb a forgácsolás mértéke,
annál nagyobb a produktivitás,
viszont
az ideálisan forgácsolt mértéket a szerszám típusa és anyaga határozza meg.
Tipikus forgácsolási módszerek és forgácsolószerszámok
Ebben a fejezetben a tipikus forgácsolási módszereket, azok jellemzőit, valamint a felhasznált forgácsoló szerszámokat mutatjuk be.
- Esztergálás
-
Ezzel a módszerrel általában hengeres vagy korongszerű munkadarabokból készítenek kerek formákat forgatva.
Gép neve: Esztergagép 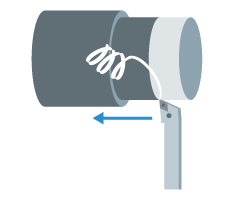
Forgácsolószerszám: Szerszámhegy 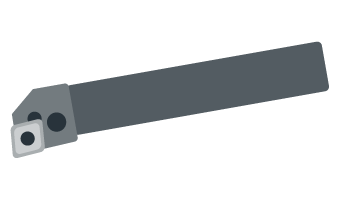
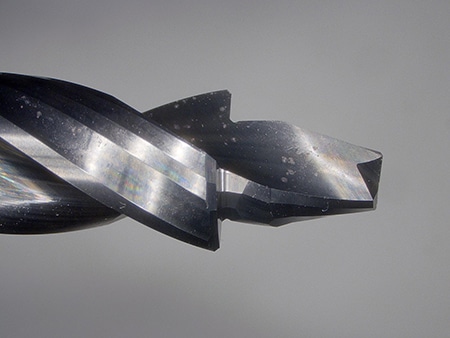
- Fúrás
-
A szerszámok forogva lyukakat fúrnak a munkadarabok felületébe.
Gép neve: Fúrógép 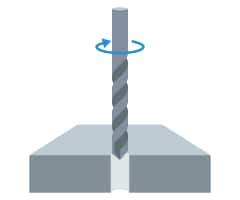
Forgácsolószerszám: Fúrószár 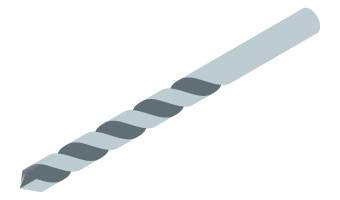
- Furatolás
-
A szerszámok forogva nagy pontossággal megmunkálják a kifúrt lyukak belső oldalát.
Gép neve: Furatológép 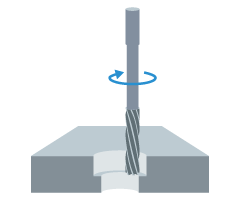
Forgácsolószerszám: Dörzsár 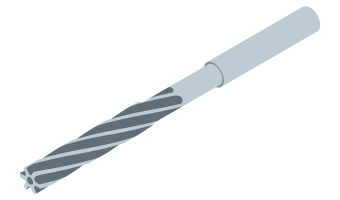
- Üregelés
-
A húzótüskék (a furatok véglegesítésének szerszámai) lineáris mozgással forgácsolják a munkadarabokat. Az üregelés teljes folyamatát (a véglegesítésig) egy géppel el lehet végezni, és egyszerűen becsülhető a szerszámok hasznos élettartama. Ezek a tényezők teszik vonzóvá az üregelést az autóipar számára, ahol tömegtermelésre van szükség.
Gép neve: Üregelőgép 
Forgácsolószerszám: Húzótüske 
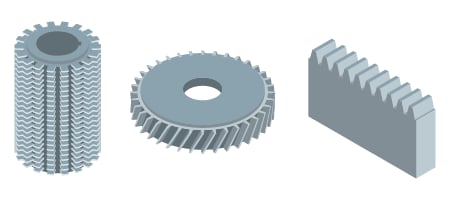
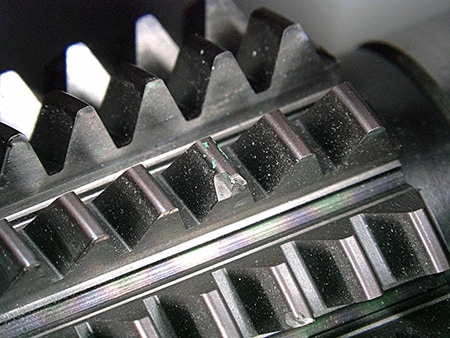
- Fogaskerék marás
-
A fogaskerekeket forgó szerszámmal marják.
- Gép neve: Fogaskerék-marógép
- Forgácsolószerszám: fogaskerék maró, kúpkerék maró, fogasléc maró
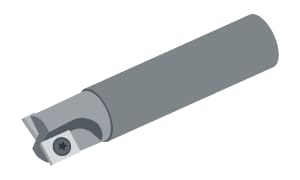
- Marás
-
A marás során anyagot távolítanak el egy marófejnek nevezett szerszámmal. A marógépeket felületek anyageltávolítására és hornyok készítésére használják. Általában kétféle van: homlokmarók a felületi megmunkáláshoz és horonymarók a hornyoláshoz.
Gép neve: Marógép 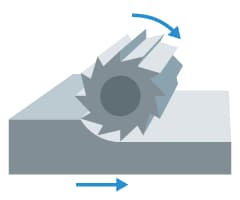
Forgácsolószerszám: homlokmaró, horonymaró 
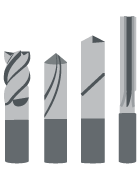
A szerszámok tipikus anyagai és jellemzői
Ebben a fejezetben a tipikus forgácsolószerszámok anyagait és jellemzőit mutatjuk be.
- Gyorsacél
-
Fémek, többek között volfrám, króm, vanádium és molibdén vassal ötvözve
- ElőnyKiváló szilárdság
- HátrányokKisebb ellenállás a hőnek és kopásnak
Megmunkálható anyagok: szénacél és ötvözött acél
- Cementált keményfém
-
Titán-karbid és tantál-karbid ötvözetei, amit volfrám-karbidhoz adnak, majd kobalttal szinterelik.
- ElőnyökA szilárdság, fokozott keménység és kopásállóság kiváló egyensúlya
Megmunkálható anyagok: szénacél, ötvözött acél, rozsdamentes acél és más nehezen vágható anyagok
- Kerámia
-
Szinterezett kemény anyagok, többek között alumínium-oxid, titán-karbid és szilícium-nitrid.
- ElőnyökKiváló ellenállás a hőnek és kopásnak
- HátrányokGyenge szilárdság és könnyű forgácsolódás
Megmunkálható anyagok: öntöttvas, hőálló ötvözetek, edzett acél és szerszámacél
- Gyémánt
-
Gyémánt monokristályból (a legkeményebb anyag) készült öntött anyag
- ElőnyökKiváló hő- és kopásállóság, valamint tükörfelület vágására is alkalmas
- HátrányokGyenge szilárdság és könnyű forgácsolódás
Megmunkálható anyagok: nem vastartalmú fémek, többek között alumínium
- Szinterezett gyémánt
-
Polikristályos test, amely finom gyémántporból kobalt hozzáadásával és szinterezéssel készül.
- ElőnyökKiváló hő- és kopásállóság, valamint a gyémántnál nagyobb szilárdság
- HátrányNehéz éles késeket készíteni belőle
Megmunkálható anyagok: nem vastartalmú fémek, cementált keményfém, kerámia
- Cement
-
A titán-karbidhoz és a titán-nitridhez nikkelt és más anyagokat adnak, majd szinterelik.
- ElőnyökEgyfajta cementált keményfém. Kiváló kopás- és korrózióállóság a normált cementált keményfémhez képest. Gyakran használják acél utómunkálataihoz.
Megmunkálható anyagok: szénacél és ötvözött acél
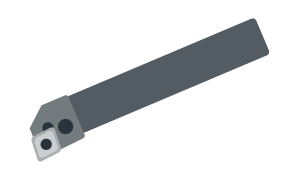
Váltólapkák
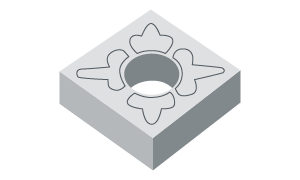
A váltólapkákat használat előtt csavarokkal mechanikusan rögzítik a tartókban. A vágóél anyaga általában cementált keményfém, a formákat pedig ISO szabványok határozzák meg (pl. egyenlő oldalú háromszög, négyzet, rombusz és kör).

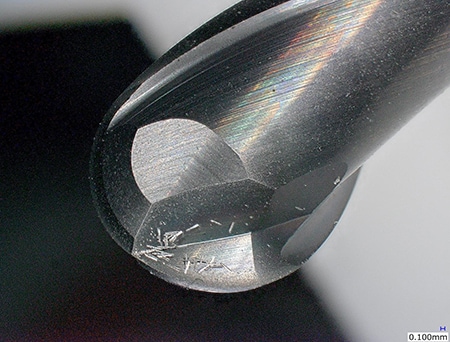
Példák a forgácsolószerszámok megfigyelésére és ellenőrzésére digitális mikroszkóppal
Bemutatjuk a legújabb példákat a forgácsolószerszámok képeinek megfigyelésére és ellenőrzésére a KEYENCE VHX sorozat 4K-s digitális mikroszkópjával.


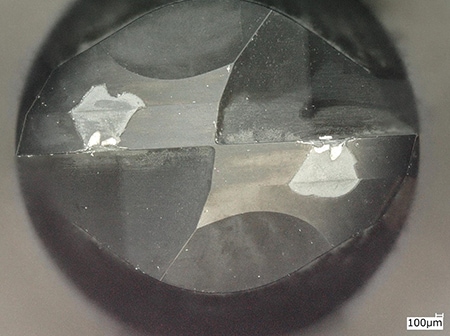


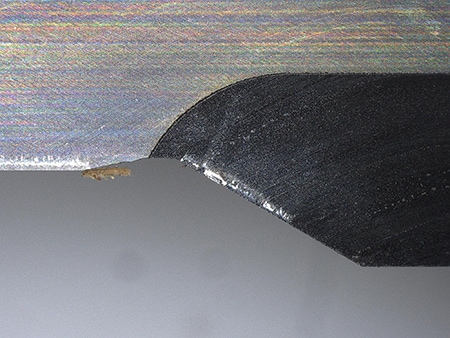
Él tapadásának megfigyelése
A 3D-s megfigyelés szerint amit forgácsképződésnek gondoltak, valójában tapadás volt.
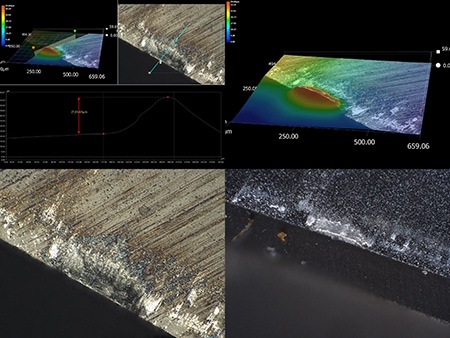
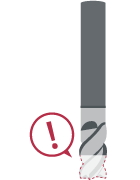
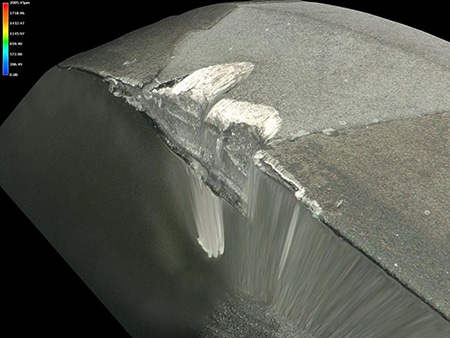
Annak a pontnak a megfigyelése, ahol a szerszám törni kezdett
A többszörös megvilágítás lehetővé teszi a törési felület kiindulásának megfigyelését.
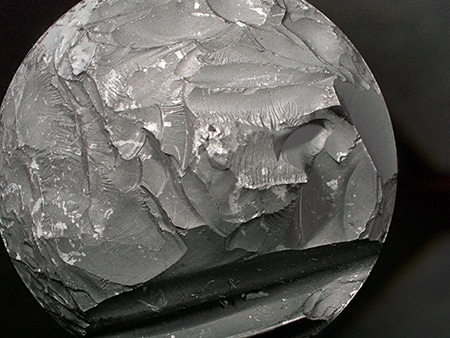

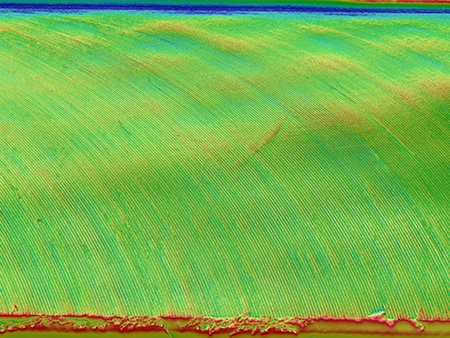
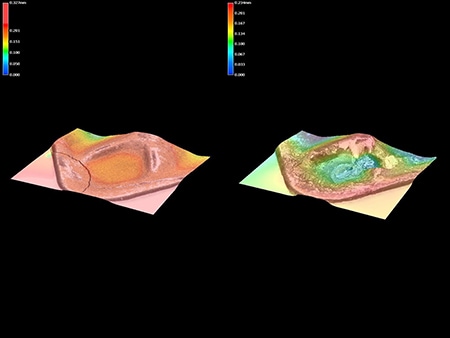
Forgácsolt felület megfigyelése
Az optikai árnyékhatás üzemmód lehetővé teszi a forgácsolt felületeken lévő hullámzások megfigyelését néhány másodpercen belül.