Formák és szerszámok megfigyelése és mérése digitális mikroszkóppal
A formák és szerszámok napjaink gyáripari tömegtermelésének nélkülözhetetlen eszközei. Mindkettő kulcsfontosságú a gyártáshoz, például formákat használnak a fröccsöntéshez a műanyag megformálásához, valamint a fémöntéshez is, és szerszámokat használnak a sajtoláshoz. Ez a rész bemutatja a formák és szerszámok megfigyelésének és mérésének példáit digitális mikroszkóppal.

- A formák/szerszámok előnyei és hátrányai
- Formák/szerszámok típusai
- Formák/szerszámok megmunkálási módszerei
- Formák és szerszámok megfigyelésének és mérésének példái digitális mikroszkóppal
A formák/szerszámok előnyei és hátrányai
- Előnyök
-
- Azonos alakú termékek gyors tömegtermelése.
- Kiemelkedően pontos termelés kis eltérésekkel.
- Nincs szükség különleges szaktudásra, hogy bárki könnyen elvégezhesse a műveleteket.
- Minimális anyagveszteség és alacsony feldolgozási költségek.
- Hátrányok
-
- A formák/szerszámok gyártása költséges és időigényes lehet.
- A formák/szerszámok előállításához magas szintű szaktudás és tapasztalat szükséges.
Formák/szerszámok típusai
A formák és szerszámok az anyagok formázásához és alakításához használt eszközök.
A szerszámok „nyitottak”, azaz egy felső és egy alsó darabból állnak, amelyek nem záródnak egymásra.
A formák ezzel szemben „zártak”, és az üregükbe például fémet vagy műanyagot öntenek, amiből megformálják a készterméket.
Szerszámok
- Présszerszámok
- A présszerszámokat autók karosszériaelemeinek és más alkatrészeinek megformálására használják. Ezek a szerszámok leggyakoribb típusai. A présszerszámok tovább osztályozhatók lyukasztó szerszámokra, élhajlító szerszámokra és sajtoló szerszámokra.
- Kovácsszerszámok
- A kovácsszerszámokat autók és más járművek meghajtásában lévő alkatrészek megformálására használják. Az anyagot a szerszámokkal megütve alakítanak ki különböző formákat. A nagy szilárdságot igénylő alkatrészeket általában kovácsszerszámokkal állítják elő. Két fő kovácsolási módszer létezik. A melegkovácsolás, amikor az anyagot felmelegítik és meglágyítják, mielőtt alakítanák, és a hidegkovácsolás, amikor az anyagot szobahőmérsékleten alakítják.
Formák
- Formák fröccsöntéshez
- Ezeket a formákat műanyag alkatrészek formázására használják. A műanyagot egy melegítőhengerben felmelegítik, majd nyomás alatt befecskendezik egy formába. A műanyag ezután lehűl, és megszilárdul.
- Formák kokillaöntéshez
- A kokillákat olvasztott alumínium, magnézium vagy más anyagok nagy nyomáson történő formába préseléséhez használják. Lehetővé teszi a pontos és kiváló felületi tulajdonságokkal rendelkező öntvény termékek nagy termelékenységű tömegtermelését. Ezt a módszert kokillaöntésnek nevezzük, a formában elkészült terméket pedig öntvénynek.
- Öntőformák
- A fémöntés során vas, alumíniumötvözet, vörösréz, sárgaréz vagy más anyagokat magas hőmérsékletre melegítenek, hogy megolvadjanak, majd az olvadékot formába öntik. Ezt a módszert fémöntésnek nevezzük, a formában elkészült terméket pedig öntvénynek.
- Porkohászati sajtolóforma
- A porkohászati eljárás során fémpor sajtolásával és megszilárdításával készítenek termékeket.
Formák/szerszámok megmunkálási módszerei
- Marás
- A formák és szerszámok megmunkálása történhet egy éles szerszámmal, amivel anyagot távolítanak el a felületről. A marást leggyakrabban esztergagépen végzik.
- Köszörülés
- Formák és szerszámok megmunkálásához köszörűfejeket is lehet használni. Ezzel a módszerrel kemény, marással nem megmunkálható anyagok is feldolgozhatók, többek között edzett acél és cementált karbid. A marással összevetve ez a módszer nagyobb pontosságú megmunkálást tesz lehetővé, és gyakran használják az utómunkálatokhoz. Azonban a köszörülés hosszabb ideig tart.
- Huzalos szikraforgácsolás
- A huzalos szikraforgácsolási módszer rézhuzalokat használ a fémek vágásához. Ezzel a módszerrel a fém keménységétől függetlenül lehetséges a megmunkálás, és edzett acélt és cementált karbidot és más anyagokat is fel lehet dolgozni.
Formák és szerszámok megfigyelésének és mérésének példái digitális mikroszkóppal
Bemutatjuk a legújabb példákat a formák és szerszámok megfigyelésére és mérésére a KEYENCE VHX sorozat 4K-s digitális mikroszkópjával.
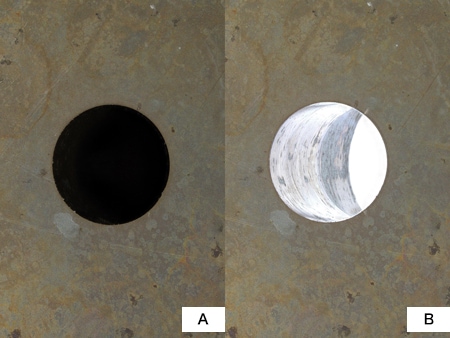
VHX-E20, 20×
- A: Háttérvilágítás nélkül
- B: Háttérvilágítással
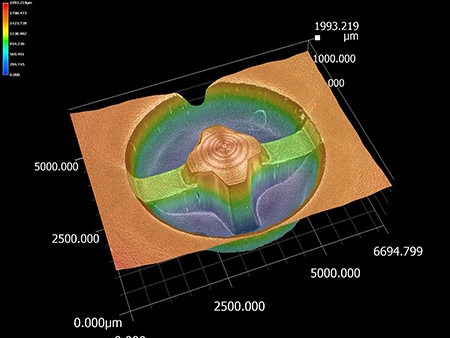
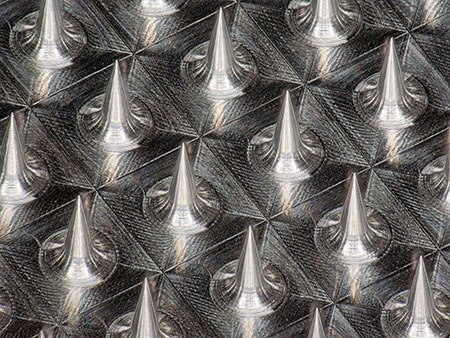
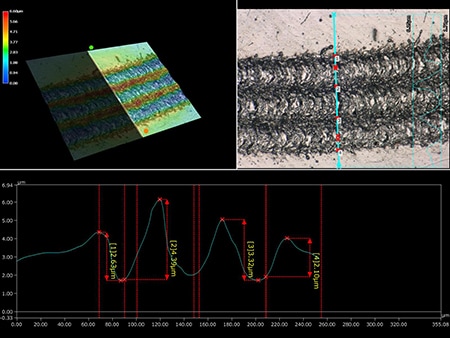
ZS-200, 1500×, koaxiális megvilágítás
A kopás felügyelete a termékek 3D-s mérésével lehetséges.
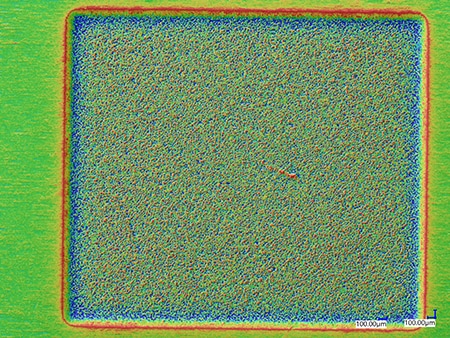
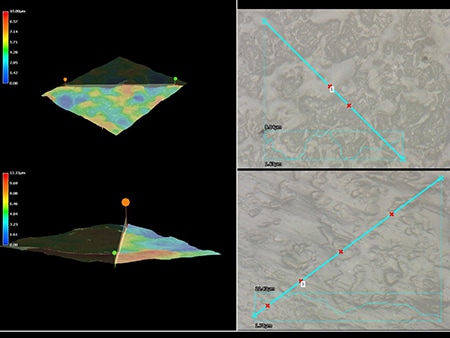
ZS-200, 500×, koaxiális megvilágítás

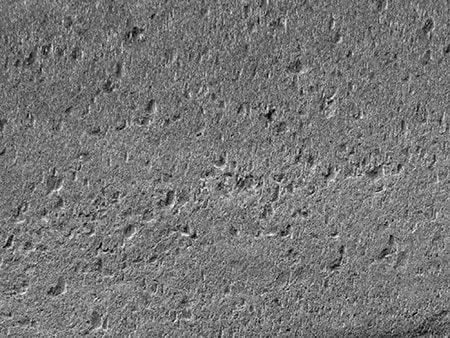
Optikai árnyékhatás üzemmód képe
Az optikai árnyékhatás üzemmód a mikroszkopikus egyenetlenségek megjelenítésére használható.

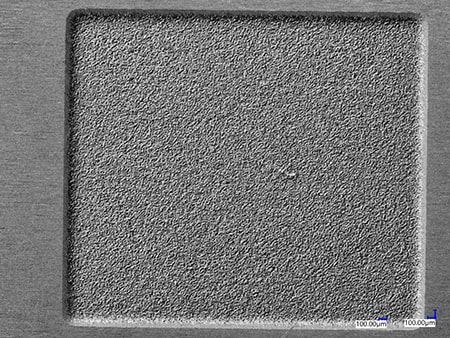
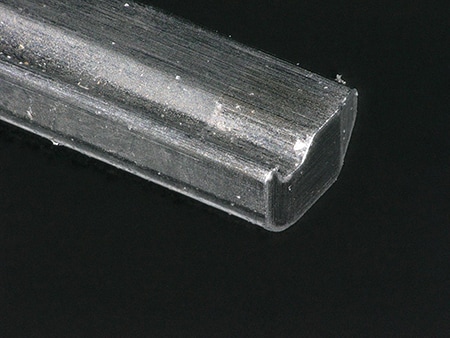
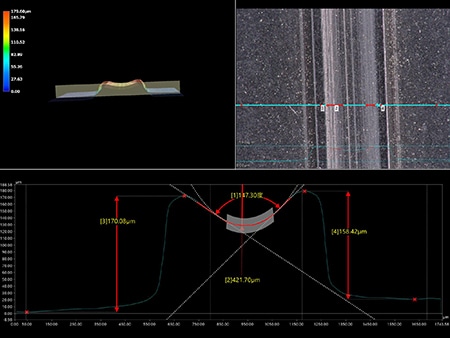
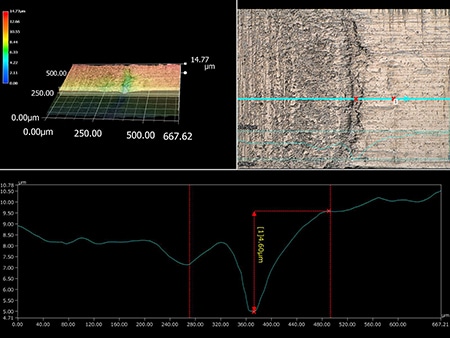
Optikai árnyékhatás üzemmód képe
Az optikai árnyékhatás üzemmód a selyemfényű felületi minták megjelenítésére használható.