A préselési hibák (sorják, horpadások) oka, illetve a hibák és a vágási felületek (törésfelületek) megfigyelése
Rengeteg termék van, amit préseléssel gyártanak. Mivel az elmúlt években az autóiparban is egyre inkább teret nyert az elektronikus vezérlés, ezért már nem csak az autók vázánál és a csúszó alkatrészeknél fontos az egyre nagyobb mértékű pontosság, ellenállás és megbízhatóság, hanem a miniatürizált, sűrűn beszerelt elektromos alkatrészeknél és az elektronika fém alkatrészeinél is.
Ebben a részben a leggyakoribb préselési hibákat, azok okait, valamint a megfelelő ellenintézkedéseket ismertetjük. Továbbá megtekinthet néhány példát a 4K-s digitális mikroszkóppal végzett vizsgálatokra. Ezzel a készülékkel a hibák és az olyan vágási felületek, mint a törésfelületek megfigyelése hatékonyabban és kifinomultan mehet végbe. A bemutatott példák hasznosak a tesztelés, a tervezés, a K+F szakaszában a prototípusok készítése, és a minőségbiztosítás keretein belül végzett vizsgálatok során is.

- A préselési hibák okai és a megfelelő ellenintézkedések
- A préselt termékek vágási felületeinek és hibáinak megfigyelési példái
- Egy 4K-s mikroszkóp, amely kiválóan optimalizálja a préselt termékekre koncentráló kutatást és fejlesztést, tervezést, és minőségbiztosítást
A préselési hibák okai és a megfelelő ellenintézkedések
Préselési módszerek
A préselés során az anyagot megfelelő nyomás és különféle módszerek alkalmazásával az adott szükségleteknek megfelelően formálják. Ehhez általában lyukasztó- és présgépet használnak. A leggyakoribb préselési módszerek a következők.
- Nyírás: az anyagot a törési határt meghaladó erő alkalmazásával dolgozzák fel (tulajdonképpen vágják).
- Hajlítás: az anyagot az egyik oldalról húzóerő, a másik oldalról pedig nyomóerő alkalmazásával hajlítják meg.
- Mélyhúzás: az anyagot húzófeszültség alkalmazásával dolgozzák fel.
- Összenyomás: az anyagot nyomóerő alkalmazásával munkálják meg.
A tipikus préselési hibák okai és a megfelelő ellenintézkedések
Ebben a részben a leggyakoribb préselési hibákat, azok okait, valamint a megfelelő ellenintézkedéseket ismertetjük. Az olyan tényezőknek köszönhetően, mint az anyag tulajdonságai, a kivitel, vagy a feldolgozási alapelvek, nehéz mindig minden lehetséges hibát teljes mértékben kiküszöbölni. A hibák előfordulásának minimalizálásával és a különféle ellenintézkedésekkel a hozamarány maximalizálása azonban nagyon fontos.
- Sorják
- Oka: ez a hiba akkor fordul elő, ha például a nyírás során túl nagy rés (hézag) van a lyukasztó- és présgép között.
Ellenintézkedés: győződjön meg arról, hogy a nyírt felület mindig a lemez vastagságának fele és harmada között van.
Az alábbiakban az anyag keresztmetszetének strukturális képei láthatók különféle hézagméretekkel történő nyírást követően. Az alkatrészek megnevezése és tulajdonságai is fel vannak tüntetve.

- Nyírási lelógás: sima felület, ami akkor fordul elő, ha a nyírt anyag felületét húzzák.
- Nyírt felület: fényes felület vertikális csíkokkal. A nyírás során a lyukasztó vágás, valamint a lerakódott fém és az anyag közötti súrlódás miatt az anyag enyhén karcolódik.
- Felületi törések: a nyírt felületekkel ellentétben itt durvább, szakadozott felületről beszélhetünk. Ilyenkor a felszín nagyon egyenetlen.
- Sorja: szaggatott kiemelkedés az anyag felületén. A nagy sorják miatt bizonyos esetekben az alkatrészek nem illeszkednek egymáshoz megfelelően, ami termékhibához vezethet. Sőt, az éles sorjahegyek biztonsági kockázatot is jelentenek.
- A lemez vastagsága


Minél nagyobb a hézag az ideális mértékhez képest, annál nagyobb lesz a sorja is. Továbbá forma- és méretbeli pontatlanságokkal is számolni kell az olyan problémák miatt, mint az extrakciós nyomás okozta vetemedés. A túl kicsi hézag viszont egy második nyírt felületet is okoz (a jobb oldali ábrán A-val van jelölve) a törésfelszín másik oldalán, ami bajuszra emlékezetető sorját eredményez.
A sorja méretét a sorja alapjának vastagságával (az ábrán A-val ábrázoltuk) vagy a sorja magasságával (B-vel ábrázoltuk) fejezhetjük ki.

- Visszaugrás
- Oka: hajlítás után az anyagban lévő maradék nyomó- és húzófeszültség egymással ellentétes hatást fejt ki, aminek következtében a megmunkált alkatrész részben visszahajlik az eredeti alakjára.
Ellenintézkedések: hajlítsuk az anyagot a szükségesnél nagyobb szögben. Alternatívaként használhatunk ütőlemezt vagy egy rovátkolt hornyot is a lyukasztás során.
- Gyűrődések
- Oka: akkor történik, ha mélyhúzás közben nyomóerő hat a karimára.
Ellenintézkedések: használjunk gyűrődésmegelőző módszereket a mélyhúzás során, és fejtsünk ki egyenletes terhelést az anyagra. A rögzített gyűrődésmegelőző módszereken kívül létezik mozgatható gyűrődés-megelőzés is, amely során egy rugó által kifejtett erőt vagy egy süllyesztékpárnát kell használni.
- Repedések
- Oka: ha a húzóerő a mélyhúzás során meghaladja a törési határt, repedések keletkeznek az anyagban.
Hajlítás során repedések, hasadások és szakadások jelenhetnek meg a hajlított részen, aminek oka a hajlításszélesség vagy az anyag gördülési iránya.
Ellenintézkedések: a mélyhúzás során a deformációs ellenállás mérsékléséhez csökkentsük a gyűrődésmegelőzés érdekében kifejtett nyomást, vagy használjunk kisebb ívű szerszámot. Hajlítás során ügyeljünk arra, hogy a hajlításvonal és az anyag gördülési iránya egymáshoz képest merőleges legyen, vagy állítsuk a hajlítási szélességet a lemezvastagság legalább nyolcszorosára.
- Hulladékfelhalmozódás (a horpadásokat vagy karcolásokat eredményezhet)
- Oka: Az extrakciót követően a vákuum, az olajozás vagy a mágnesesség miatt a lenyírt hulladékanyag (amit el kell távolítani a formából) hozzátapad a lyukasztóhoz. Az ilyen hulladék többek között horpadásokat és karcolásokat eredményez az anyag felszínén, sőt, akár a formában is kárt tehet.
Ellenintézkedések: szereljen fel ütőcsapot a lyukasztóra, hogy fizikai rést hozzon létre a hulladék és a lyukasztó között. További megoldások: levegő fújása a lyukasztó hegyén keresztül, levegő bevezetése a lyukasztóba vágott hornyon keresztül, és a hulladék alulról történő kiszívása. A hulladék lyukasztóhoz való tapadását úgy is mérsékelhetjük, ha alacsonyabb viszkozitású olajat használunk, vagy egy hornyot vágunk a lyukasztóba, amivel csökkentjük az olajjal való érintkezési felületet.
A préselt termékek vágási felületeinek és hibáinak megfigyelési példái
Előfordul, hogy a hiába figyelünk oda, akkor sem tudunk a gyártási helyszínen minden préselési hibát kiküszöbölni. A termék minőségének javítása érdekében a K+F kezdeti szakaszaiban, az anyagválasztás során, és a termék- és formatervezés során elengedhetetlen a folyamatos prototípusozás és tesztelés. A minőségbiztosítás szempontjából fontos a préseléssel előállított fém alkatrészek meghibásodásának okainak feltárása, és a problémák kijavítása.
Éppen ezért mindezek megvalósításához elengedhetetlen az alkatrészhibák optikai mikroszkóppal történő részletes megfigyelése.
Például egy optikai mikroszkóp segítségével pontosan megállapíthatjuk, hogy a nyírás során megfelelőek voltak-e a munkafeltételek a munkafelületen, illetve hogy az említett feltételek közrejátszottak-e a sorják kialakulásában. Viszont azt se feledjük, hogy a megmunkált fémek három dimenziós objektumok, ami megnehezíti a vizsgálatot, hiszen nehéz tökéletesen fókuszálni a teljes látómezőben lévő objektumra, valamint a felszín egyes részei érdesebbek vagy jobban tükröződnek, ami szintén problémát jelenthet.
Ebben a részben bemutatjuk a VHX sorozatú 4K-s digitális mikroszkóp előnyeit, valamint prezentálunk néhány példát arra is, hogyan lehet a készülékkel nagy pontossággal megfigyelni a préselt termékek keresztmetszeteinek olyan mikroszkopikus felszíni eltéréseit, mint a nyírási lelógás, a nyírt felületek, és a törésfelületek. Továbbá az olyan hibák, mint a sorják és horpadások külső megfigyelésének néhány példája is bemutatásra kerül.
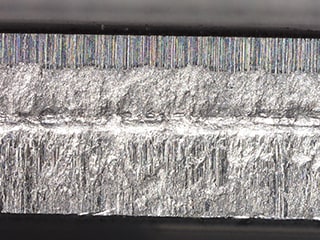
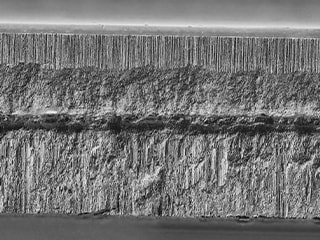
A préselt termékek keresztmetszeteinek nagy pontosságú megfigyelése (nyírási lelógás, nyírt felületek, törésfelületek)
A nyírt termék keresztmetszetét vizsgálva értékelhetjük, hogy megfelelő-e a hézag a lyukasztó- és a présgép között. Ehhez pedig a nyírt felület és a fémlemezek egymáshoz viszonyított arányát, a megmunkálás minőségét, és a sorják kiváltó okait kell megvizsgálni. A felületi feltételek – mint például a mélyedések és kiemelkedések, az érdesség, és a mintázat – a keresztmetszetben lévő nyírási lelógás, nyírt felületek és törésfelületek esetében különböznek. Mindezen túl ugyan minden részleg ugyanolyan színű és egymáshoz képest alacsony kontrasztos, a fény tükröződésének mértéke részről részre változik. Ez azt jelenti, hogy nehéz megvizsgálni az általános felületi feltételeket, hiszen például a becsillanás problémát okozhat.
A KEYENCE ultrapontos VHX sorozatú 4K-s digitális mikroszkópja olyan funkciókkal van felszerelve, mint a nagy felbontású HR-objektív és a 4K-s CMOS-képérzékelő, amelyekkel garantálja a kiemelkedően magas felbontású és kiváló mélységélesség mellett végzett megfigyelést. Így még akkor is kristálytiszta és a teljes keresztmetszetre fókuszáló képeket készíthet, ha ugyanazon a keresztmetszeten különböző felületi feltételekkel kell számolni.
A speciálisan kialakított optikai rendszer, a 4K-s CMOS-képérzékelő és az optikai árnyékhatás üzemmód – egy új megfigyelési módszer, amely egyesíti a világítást – elemzi a több irányból történő megvilágítás mellett rögzített elmozdulást (kontrasztot), lehetővé téve a mikroszkopikus felületi egyenetlenségek és más felületi feltételek kristálytiszta, nagy kontrasztos megfigyelését. Az optikai árnyékhatás üzemmódban készült képek kombinálhatók a színadatokkal, ami lehetővé teszi a magasságra és mélységre vonatkozó információk különböző színekben történő megjelenítését.
A VHX sorozat mikroszkópjai segítségével még ez az összetett megfigyelési módszer is egyszerűen kivitelezhető, így jelentősen felgyorsítva az olyan egyébként nagyon időigényes műveleteket, mint a keresztmetszeti megfigyelést és -értékelést.

A mikroszkopikus sorja tökéletesen fókuszált megfigyelése
A préselt termékeken csak viszonylag kis sorják vannak ugyan, viszont ezek jellemzően kemények és élesek, ami miatt a termék akár veszélyes is lehet. A sorják beakadhatnak összeszerelés közben, ami rontja a termelési hozamot is.
A sorják kialakulásának vizsgálata során a legfontosabb a sorja alapja és a hegye. Mindkét részt azonban nehéz optikai mikroszkóppal egyszerre, egyetlen jól fókuszált képen vizsgálni, hiszen a sorják három dimenziósak és mikroszkopikus méretűek – tehát normál esetben egyszerre csak egy pontra lehet fókuszálni a megfigyelés során.
A VHX sorozatú 4K-s digitális mikroszkóp élvonalbeli optikai technológiája és megfigyelőrendszere segítségével még a 3D-s objektumok is megfigyelhetők, hála a látómező minden pontján egyszerűen készíthető tökéletesen fókuszált képeknek.
Az objektív, a 4K-s CMOS-képérzékelő, és a gyűrűs megvilágítás (ami nagy felbontást és mélységélességet is biztosít) segítségével még a bajuszformájú sorjákat is olyan precíz 4K-s képeken lehet vizsgálni, amelyeken az egész sorja fókuszban van, egészen az alaptól a hegyéig.
A nagy pontosságú képnek köszönhetően egy szempillantás alatt átláthatjuk a hiba egészét, ami sokkal hatékonyabbá teszi a hibafeltárási vizsgálatot.

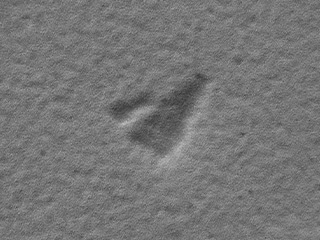
Horpadások és egyéb mikroszkopikus hibák nagy kontraszt melletti megfigyelése
Fémanyagok esetében a hulladékfelgyülemlés miatt kialakuló apró horpadások, mikroszkopikus karcolások és egyéb hibák valamint a háttér között alig van kontraszt. Ebből kifolyólag olykor nehéz pontosan felmérni a helyzetet, és olyan is előfordult, hogy még hosszas állítgatást követően sem sikerült észrevenni bizonyos horpadásokat és karcolásokat.
A VHX sorozatú 4K-s digitális mikroszkóppal azonban a helyzet felmérését nem kell többé manuálisan végezni. A többszörös megvilágítás funkcióval a kezelő egyetlen gombnyomással kiválaszthatja a megfigyelésre legalkalmasabb képet, hiszen ez a funkció automatikusan rögzíti a több irányból érkező megvilágítási adatokat. Miután kiválasztottuk a képet, az egyéb fényviszonyok szerint készült képek is automatikusan mentésre kerülnek, aminek köszönhetően nem kell a mintát újra a tárgyasztalra helyezni ahhoz, hogy egy alternatív megvilágítású képet használva vizsgálódjunk.
A mikroszkopikus horpadások kiváló kontraszt melletti, kristálytiszta képekkel történő vizsgálata az optikai árnyékhatás üzemmódnak köszönhetően történik. Ez egy olyan új megfigyelési metódus, amit használva vákuum nélkül is nagy kontrasztú képeket készíthetünk.

Egy 4K-s mikroszkóp, amely kiválóan optimalizálja a préselt termékekre koncentráló kutatást és fejlesztést, tervezést, és minőségbiztosítást
Habár a keresztmetszetek és a préselt termékek mikroszkopikus nagyságrendű hibáinak vizsgálata, Illetve a megfelelő állapotmeghatározás nehéz és időigényes folyamat még a tapasztalt kezelők számára is – amiért például a termékekhez használt fémekre jellemző tükröződés is felelős –, a VHX sorozatú 4K-s digitális mikroszkóppal mégis gyorsan és egyszerű műveletek alkalmazásával végezhetünk megfigyelést.
A különféle funkciókkal készített nagy pontosságú 4K-s képekkel hatékonyabb és kifinomultabb megfigyeléseket végezhetünk, ami elengedhetetlen a termékeket és öntőformákat érintő kutatás-fejlesztéshez, a tervezéshez, és a javításához – nem is beszélve a minőségbiztosításról a termék meghibásodása esetén.
Ha többet szeretne megtudni a VHX sorozatról, vagy ha bármilyen kérdése van, kattintson az alábbi gombra.
