A homokformába öntés megfigyelése és elemzése
Az öntés egy megmunkálási módszer, melynek során fémes anyagokat megolvasztanak, formákba öntik, majd miközben lehűlnek, a kívánt formában szilárdulnak meg. Ebben a részben a homokformába öntés megfigyelésének és elemzésének példáit mutatjuk be.

- Tipikus öntési módszerek
- A homokformába öntés típusai és jellemzői
- Tipikus öntési hibák
- A homokformába öntés megfigyelésének és elemzésének példái digitális mikroszkóp használatával
Tipikus öntési módszerek
A tipikus öntési módszerek a következők lehetnek.
- Homokformába öntés
- Forma típusa: homok
A legősibb öntési módszer. A megolvadt fémet homokformába öntik. A formákat csak egyszer lehet felhasználni, de az előállítási költségük alacsony, ezért ez a módszer kis tételek gyártására is alkalmas. A homokformákkal előállított alkatrészek felülete durva, mivel a formában homokszemek vannak. A pontosság sem kifejezetten nagy. - Présöntés
- Forma típusa: fém
Ennél az öntési módszernél az olvadt fémet nagy nyomással fecskendezik a fém formába. A fém formák drágák, de többször is felhasználhatók, ezért ez a módszer tömegtermelésre is alkalmas. A présöntött alkatrészek felülete sima, és nagyon pontos termékeket lehet gyorsan gyártani. - Kokillaöntés
- Forma típusa: fém
Az olvadt fémet a gravitáció hatására, nyomás alkalmazása nélkül öntik. Ezt a módszert gravitációs öntésnek nevezik. Az ilyen módszerrel készült öntvények méretpontosak és kiváló mechanikai jellemzőkkel rendelkeznek, ezért ez a módszer nagy szilárdságot igénylő alkatrészekhez is megfelelő. - Viaszvesztéses öntés
- Forma típusa: gipsz, kerámia
A formába olvadt viaszt öntenek, és viaszmodellt készítenek. A modellt gipsszel vagy kerámiával borítják be. Kemencében kiégetik, hogy a viasz megolvadjon. A viasz megolvad és kifolyik, és a kiégetett gipszben vagy kerámiában mélyedés marad, ami a forma lesz. A formákat csak egyszer lehet felhasználni, de az előállítási költségük alacsony, ezért ez a módszer kis tételek gyártására is alkalmas. A viaszvesztéses öntéssel készült alkatrészek felülete sima, és nagyon pontos termékeket lehet gyorsan gyártani.
A homokformába öntés típusai és jellemzői
A homokformába öntés előnyei és hátrányai
- Előnyök
- A fa mintákhoz csekély kezdeti beruházás szükséges.
- A fa minták gyorsan előállíthatók.
- Különféle alakzatok önthetők, ami lehetővé teszi bonyolult és nagy méretű termékek öntését.
- Számos terméktípus kis volumenű gyártására alkalmas
- Bármilyen fém alapanyag önthető. (Présöntéshez csak nem vastartalmú fémek, például alumíniumötvözetek, cinkötvözetek és magnéziumötvözetek használhatók.)
- Hátrányok
- Kis méretpontosság
- Az öntvények felülete durva a homokformák miatt.
- Az üzemeltetési költségek magasak, mivel a homokformákat minden alkalommal megsemmisítik, ezért ez a módszer tömegtermelésre nem alkalmas.
- Rosszabb mechanikai tulajdonságok az állandó formába öntéshez képest a lassú kihűlés miatt.
Homokformák típusai
A különböző típusú homokformák az alkalmazott előállítási módszerben térnek el egymástól. A homokformák két leggyakoribb típusa:
- Nyers homokforma
- A szilícium homokhoz agyagot (bentonitot) adnak, és a homokforma előállításához a víz kötőerejét használják fel. A szilícium homok olcsó, mivel természetes módon rendelkezésre áll, azonban nem alkalmas tömegtermelésre.
- Héjformázás
- Hőre keményedő fenolgyanta és szilícium homok keverésével előállított homok-gyanta mixet használnak. Ezt a formatípust héjformának nevezik, mivel a forma olyan vékony, mint egy kagylóhéj.
A vékony héjformák sima felületeket adnak, és gyakran használják őket autóipari alkatrészek vagy hasonló termékek precíziós öntésére. A héjformákat könnyen meg lehet semmisíteni, ami alkalmassá teszi őket a tömegtermelésre. Azonban a nyers homokformákhoz képest drágábbak, mivel fém mintákat kell használni.
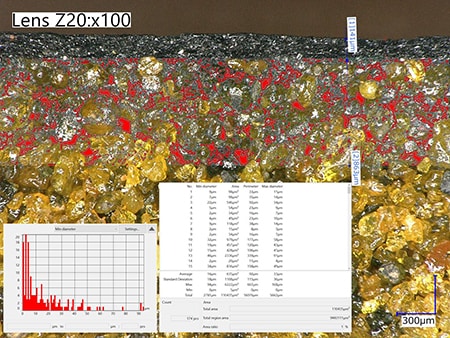
Homok szemcsemérete
A homok szemcsemérete nagy mértékben befolyásolja az öntvények felületét.
A kisebb homokszemcsék simább felületű öntvényeket adnak, azonban gátolják a légáramlást, és összegyűjthetik a gázokat, ami hibákat okozhat. A nagyobb homokszemcsék durvább felületű öntvényeket adnak, azonban megkönnyítik a légáramlást, és a kész öntvények kevésbé lesznek hibásak a gázok miatt.
A homok szemcseméretét az alkalmazás igényeitől függően kell kiválasztani.
Tipikus öntési hibák
A tipikus öntési hibák a következők lehetnek.
- Zsugorodási üreg
-
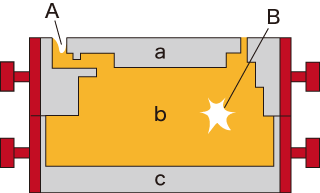
- A: Külső zsugorodási üreg
- B: Zsugorodási üreg
- a: Felső forma
- b: Mag
- c: Alsó forma
A zsugorodási üreg egyfajta üreg. A zsugorodási üregek viszonylag nagy méretű és bonyolult alakú üregek, amelyek ötvények belsejében fordulnak elő a térfogatcsökkenés miatt, amikor a folyadék fázisról szilárdra vált az anyag.
- Gázbuborék
-

- A: Gázbuborékok
- a: Felső forma
- b: Mag
- c: Alsó forma
A gázbuborékok szintén egyfajta üregek. A gázbuborékok gömbölyű üregek az öntvényekben. Az olvadt fém levegőt vagy más gázokat is tartalmaz, amikor formába öntik, és ezek gázbuborékokat hoznak létre.
- Repedés
-
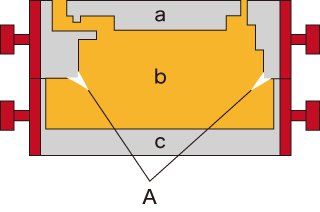
- A: Repedések
- a: Felső forma
- b: Mag
- c: Alsó forma
A repedések az öntvények felületén megjelenő hibák. A repedések a térfogatcsökkenés vagy az öntés során előforduló egyéb okok miatt megmaradó feszültségekből adódóan alakulnak ki.
- Hiányos öntés
- Hiányos öntésről beszélünk, amikor az olvadt fém nem tölti ki teljesen a forma üregét, emiatt az öntvény alakja hiányos lesz.
- Sorja
- A sorjaképződés az illeszkedő felületek (elválasztások) mentén fordul elő. A sorjaképződés leggyakoribb okai a forma pontatlanságai, a helytelen összeszerelés, illetve az elhasználódás miatt megnövekedett hézag.
- Mérethiba
- A formák előállításakor figyelembe veszik az öntés során végbemenő térfogatcsökkenést és deformálódást. Ezt a problémát a helytelen számítások, a forma méretének hibái vagy a hibás összeszerelés okozhatja.
- Öntvény felületi hibája
- Az öntvényen akkor fordulnak elő felületi hibák, amikor a forma felületén lévő homok megolvad, és beleég az öntvény felületébe.
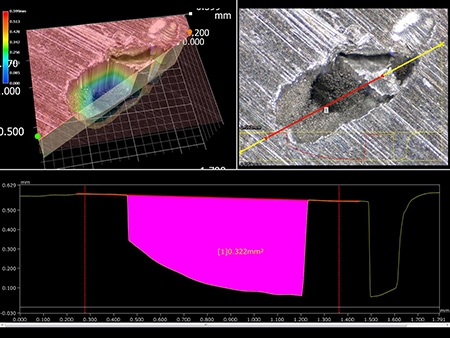
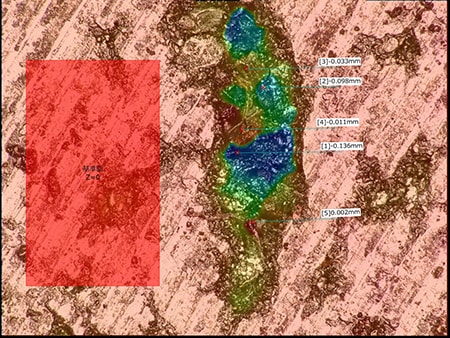
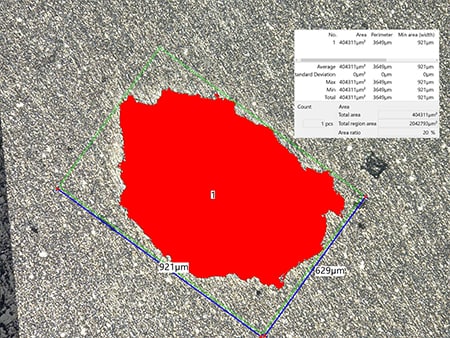
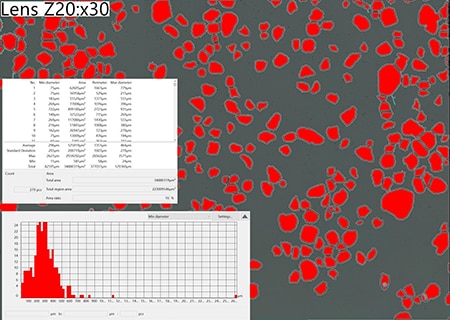
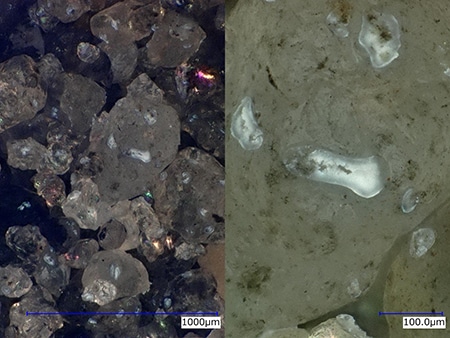
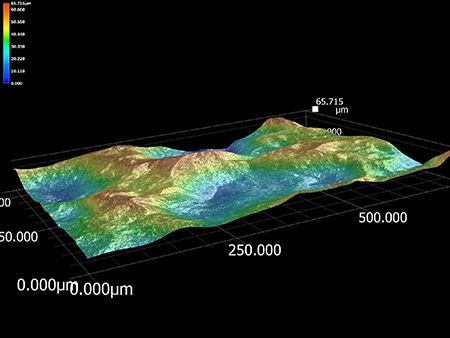
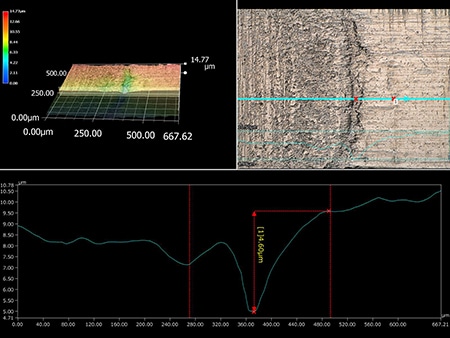
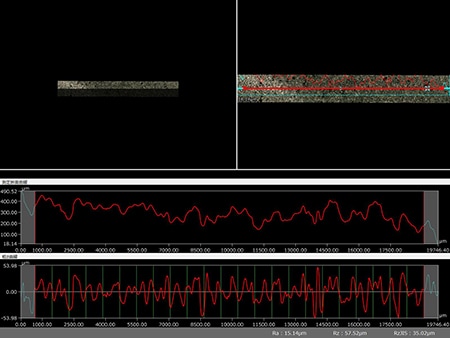
A homokformába öntés megfigyelésének és elemzésének példái digitális mikroszkóp használatával
Bemutatjuk a legújabb példákat a homokformázás megfigyelésére és elemzésére a KEYENCE VHX sorozat 4K-s digitális mikroszkópjával.