Efficiënte meting van kromtrekken
Meetinstrumenten die worden gebruikt om kromtrekken van een oppervlak te meten, zijn onder meer meetklokken, profielmeetsystemen en coördinatenmeetmachines. Omdat kromtrekken echter driedimensionale vervorming is, is het moeilijk nauwkeurig te meten met deze conventionele meetmethoden, die afhankelijk zijn van meetpunten en -lijnen.
Afhankelijk van de vorm en grootte van het voorwerp, zijn er veel locaties waar kromtrekken niet nauwkeurig kan worden gemeten met conventionele methoden, of waar meten zelfs fysiek onmogelijk is.
Hier leggen we basiskennis uit over kromtrekken, meetmethoden, problemen bij conventionele metingen en de nieuwste oplossing voor deze problemen.
- Kromtrekken
- Vlakheid
- Oorzaken en gevolgen van kromtrekken
- Belang van kromtrekken en problemen bij het meten ervan
- Oplossing voor problemen bij het meten van kromtrekken
- Samenvatting: Dramatische verbetering en hogere efficiëntie bij moeilijke metingen van kromtrekken
Kromtrekken
Kromtrekken is een term die beschrijft hoe een object zich kromt of buigt. Meestal verwijst kromtrekken van industriële producten naar de kromming van plaatmaterialen en geeft het aan of de vlakheid de gespecificeerde tolerantiewaarden overschrijdt.
Vlakheid

Vlakheid wordt gedefinieerd als de grootte van de verschillen tussen een nominaal plat oppervlak en een geometrisch correct vlak. In tekeningen wordt dit als volgt aangegeven.

- a
- 0,3 mm of minder
Stel dat het voorwerp wordt ingeklemd tussen twee perfect platte en evenwijdige vlakken, dan is de afstand tussen die vlakken de vlakheid. Met andere woorden, als de tolerantie bepaalt hoe plat het doeloppervlak moet zijn, moeten het meest convexe deel en het meest concave deel zich binnen twee evenwijdige vlakken boven en onder het doeloppervlak bevinden die gescheiden worden door de vastgestelde afstand.
Een afbeelding van het bepalen van de vlakheidstolerantie getoond in de bovenstaande tekening is als volgt:
Oorzaken en gevolgen van kromtrekken
Er is een breed scala aan oorzaken en gevolgen van kromtrekken in producten en onderdelen, afhankelijk van het materiaal en de fabricage- en vormingsmethoden. Enkele voorbeelden worden hieronder gegeven.
Kromtrekken van producten in gegoten kunststof
Bij spuitgieten treedt kromtrekken op in gegoten producten als gevolg van onder meer verschillen in krimpen bij het stollen van het kunststof materiaal, verschillen in koeltemperatuur in de mal en materiaaloriëntatie.
Bij spuitgieten kan kromtrekken worden veroorzaakt door de tijd en druk van het injecteren en het aanhouden van de druk.
Kromtrekken van wafers
Tijdens de productieprocessen wordt een wafer onderworpen aan spanning (mechanische spanning). In veel gevallen wordt een dergelijke spanning niet in gelijke mate uitgeoefend op de boven- en onderzijde van de wafer, wat tot kromtrekken leidt. Vooral tijdens het polijstproces, wanneer de spanning op het bewerkte oppervlak groot is, kan convex kromtrekken (voorwaarts kromtrekken) of concaaf kromtrekken (achterwaarts kromtrekken) optreden als gevolg van restspanning.
Kromgetrokken wafers hebben invloed op het rendement. Naast het doen mislukken van de montage van de chip, kan kromtrekken leiden tot andere problemen, zoals verzakte wafers ten gevolge van vacuümlekkage en zuigstoring.
Kromtrekken van printplaten
Als gevolg van steeds compactere ontwerpen en montage met hogere dichtheid van elektronische componenten, wordt meestal de reflowmethode gebruikt voor het monteren van componenten. Als gevolg van verhitting tijdens het reflowmontageproces kan er echter kromtrekken optreden in de printplaten.
Als kromtrekken optreedt in een printplaat tijdens het reflowverwarmingsproces, kan dit leiden tot het optillen van de gemonteerde IC-leads, met montagedefecten of verbindingsdefecten als gevolg.
Zelfs na de montage kan de warmte die tijdens het functioneren door de voeding wordt gegenereerd, leiden tot kromtrekken van de printplaat, met defecte contacten tussen componenten en productstoringen tot gevolg.
Kromtrekken van metalen platen
Typische oorzaken van kromtrekken zijn de hitte en restspanning die worden uitgeoefend tijdens het persen en diverse andere soorten metaalbewerking.
Als het plaatmateriaal dat voor persen gebruikt wordt echter niet plat blijft na het snijden door midel van elektrische ontlading, kan dit de vorm van het product na het persen beïnvloeden. Omdat kromtrekken kan optreden in metalen materialen als gevolg van thermische uitzetting, is het belangrijk zorgvuldig rekening te houden met de temperaturen van mallen en vormmachines, alsook met de opslagtemperatuur van het materiaal.
Belang van kromtrekken en problemen bij het meten ervan
Naast bovenstaande voorbeelden van kromtrekken, zijn er veel gevallen waarin kromtrekken optreedt als gevolg van hitte of restspanning. Om het optreden van defecten en storingen te voorkomen en een stabiele kwaliteit te verzekeren, is het belangrijk het kromtrekken van het materiaal nauwkeurig te meten vóór het vormen, en dat van de producten na het vormen.
Zoals hieronder getoond, worden verschillende meetmethoden gebruikt om kromtrekken te meten.
- Een methode die erin bestaat een meetklok aan een arm te bevestigen en de veranderingen in de gemeten waarde af te lezen terwijl de meter langs het doeloppervlak loopt
- Een methode waarbij een transparante glazen hoofdstandaard met een plat meetoppervlak wordt gebruikt en de optische vlakken in contact worden gebracht met het meetoppervlak om het aantal strepen te meten (optische interferentierand: ringen van Newton)
- Meting met behulp van een profielmeetsysteem of coördinatenmeetmachine
Het meten van kromtrekken met behulp van conventionele meetinstrumenten van het contacttype brengt echter volgende problemen met zich mee:
Problemen bij het meten van kromtrekken met behulp van een profielmeetsysteem

Een profielmeetsysteem meet en registreert het profiel van een voorwerp door het oppervlak te volgen met een taster die de stylus wordt genoemd.
De afgelopen jaren zijn er profielmeetsystemen ontwikkeld die een laser gebruiken in plaats van een stylus om complexe vormen te meten door het profiel contactloos te volgen. Sommige modellen zijn zelfs in staat om zowel de boven- als onderkant te meten.
Het meten van kromtrekken met behulp van een profielmeetsysteem brengt volgende problemen met zich mee:

- A
- Opwaartse helling
- B
- Dalende helling
- Omdat het voorwerp wordt gemeten door langs een lijn te volgen, is het moeilijk om kromtrekken te identificeren.
- Het is niet mogelijk de toestand van het volledige doeloppervlak te identificeren.
- Wanneer er onregelmatigheden (gemonteerde chips) op het te meten oppervlak zijn, zoals het geval is met een printplaat waarop componenten werden gemonteerd, is het moeilijk vast te stellen of er sprake is van kromtrekken van de printplaat zelf.
- Het instellen van een referentievlak met behulp van lijnen is moeilijk, en als resultaat kunnen er meetfouten optreden (zie afbeelding).
Problemen bij het meten van kromtrekken met behulp van een coördinatenmeetmachine

Meestal is het bij het meten van kromtrekken met behulp van een coördinatenmeetmachine noodzakelijk dat de taster contact maakt met vier of meer hoeken op het gemeten oppervlak van het voorwerp.
Bij een plaat worden er bijvoorbeeld meestal zes tot acht punten gemeten. Wanneer het meetgebied groot is, kan de meetnauwkeurigheid worden verbeterd door het aantal meetpunten te vergroten om meer meetgegevens te verzamelen.
Het meten van kromtrekken brengt echter volgende problemen met zich mee:

- A
- Voorwerp
- B
- taster
- Omdat het noodzakelijk is alleen door middel van puntcontact te meten, is het moeilijk de volledige vorm van het voorwerp te identificeren.
- Het meten van meer punten om meer meetgegevens te verzamelen vergt veel tijd en het is nog steeds niet mogelijk de gedetailleerde vorm van het hele voorwerp te identificeren.
Oplossing voor problemen bij het meten van kromtrekken
Omdat conventionele meetinstrumenten van het contacttype vormen meten met behulp van lijnen of punten, kunnen ze niet het volledige oppervlak van het meetdoel meten. Zelfs als er meer punten worden gemeten om meer meetgegevens te verzamelen, zijn er veel manuren nodig en is het nog steeds niet mogelijk om kromtrekken en andere elementen van de gedetailleerde vorm voor het hele voorwerp te identificeren. In veel gevallen vereist het meten van kromtrekken ervaring, kennis en vaardigheden. Het vinden van het benodigde meetpersoneel is een groot probleem, net als de afwijkingen in de meetwaarden tussen verschillende operators.
Om deze meetproblemen op de site op te lossen, heeft KEYENCE de 3D Optical Profilometer VR Series ontwikkeld.
De VR-serie legt nauwkeurig de 3D-vorm van een volledig doeloppervlak vast zonder het voorwerp aan te raken. Zonder een strikte positionering te vereisen, kan een 3D-scan van het voorwerp op het platform in amper één seconde worden voltooid, voor een zeer nauwkeurige meting van de 3D-vorm. Hierdoor kunnen kwantitatieve metingen en inspecties onmiddellijk worden uitgevoerd zonder afwijkingen in de meetresultaten. In dit gedeelte worden enkele specifieke voordelen van de VR-serie geïntroduceerd.
Voordeel 1: Scant de oppervlaktevorm. De vorm van het hele voorwerp kan onmiddellijk worden geïdentificeerd.
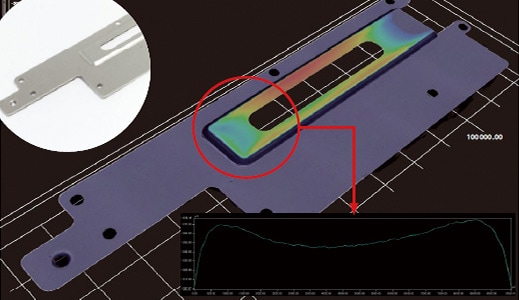
Dieptrekken is bijvoorbeeld een persproces waarbij het erg moeilijk is de optimale verwerkingsomstandigheden te bepalen. Onverwachte vervorming van materialen kan optreden als gevolg van mechanische spanning. Er moet voor worden gezorgd dat kromtrekken en andere vormingsfouten worden voorkomen.
Met de VR-serie hoeft u het voorwerp alleen maar op het platform te plaatsen en te scannen. De 3D-vorm van het voorwerp kan worden vastgelegd en er is geen positionering vereist.
Omdat de hoogte van het voorwerp in kleuren kan worden weergegeven en profielmeting op elk deel van het voorwerp mogelijk is, kunnen de locaties en precieze numerieke waarden van vormafwijkingen gevisualiseerd en geïdentificeerd worden. Daardoor kunnen de oorzaken van defecten die veroorzaakt worden door de mallen, matrijzen of vormingsomstandigheden soepel geïdentificeerd en gecorrigeerd worden.
Omdat de vormgegevens kwantitatief worden gemeten, is het mogelijk om kromtrekken eenvoudig te beheersen op basis van de tolerantiewaarden of om de metingen te gebruiken voor trendanalyse.

Voordeel 2: Contactloos scannen met hoge snelheid dat in amper één seconde is voltooid, maakt het gemakkelijk om kromtrekken van het hele voorwerp te identificeren.
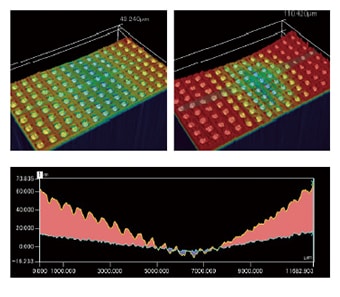
Kromtrekken van printplaten kan optreden als gevolg van verhitting tijdens het reflowmontageproces en kan leiden tot optillen van leads of andere problemen. Met conventionele meetinstrumenten van het contacttype is het echter uiterst moeilijk om kromtrekken van de hele printplaat te meten na montage op het oppervlak.
Met de VR-serie is het mogelijk de hele vorm met contactloze middelen in amper één seconde te scannen door eenvoudig de printplaat met gemonteerde componenten op het platform te plaatsen. Naast het identificeren van kromtrekken van de hele printplaat, maakt dit ook de onmiddellijke identificatie van het optillen van gemonteerde componenten mogelijk. Omdat profielgegevens ook kunnen worden verkregen op de locaties van defecten of op elk deel van het voorwerp, kan de VR-serie snel gedetailleerde gegevens van vormveranderingen verkrijgen.
Zorgvuldige positionering van het voorwerp is niet vereist. Nadat het voorwerp simpelweg op het platform is geplaatst, wordt het beeld automatisch gecorrigeerd om snelle en gemakkelijke kwantitatieve metingen en inspecties mogelijk te maken.
Voordeel 3: Geschikt voor kwantitatieve vergelijking en analyse van meerdere sets meetgegevens.
De VR-serie kan de 3D-vorm van het hele voorwerp meten door het oppervlak van het voorwerp in amper één seconde in 3D te scannen. Dit maakt het mogelijk een groot aantal voorwerpen kwantitatief te meten in een kortere tijd dan met conventionele methoden. Op deze manier kunnen meerdere sets efficiënt verzamelde meetgegevens in lijsten worden weergegeven en kan dezelfde analyse-inhoud tegelijkertijd op alle gegevenssets worden toegepast.
Verschillen in de vormgegevens van meerdere voorwerpen kunnen in één oogopslag worden bevestigd. Dit maakt het mogelijk batchanalyses van vlakheid uit te voeren met behulp van meerdere gegevenssets, en eenvoudig een kwantitatieve evaluatie uit te voeren van hoeveel een NG-onderdeel kromgetrokken is in vergelijking met een OK-onderdeel.

- Links
- Met een conventioneel instrument is een nauwkeurige vergelijking moeilijk door verschillen in de meetlocaties en afwijkingen in de gemeten waarden.
- Rechts
- Met de VR-serie wordt de meting onmiddellijk uitgevoerd zonder dat positionering nodig is. Kwantitatieve vergelijking en analyse van meerdere sets meetresultaten kan eenvoudig worden uitgevoerd door ze naast elkaar weer te geven en dezelfde analyse-inhoud op alle meetresultaten tegelijkertijd toe te passen.
Samenvatting: Dramatische verbetering en hogere efficiëntie bij moeilijke metingen van kromtrekken
De VR-serie kan onmiddellijk kromtrekken en andere nauwkeurige 3D-vormen meten door ze snel te scannen in 3D zonder het voorwerp aan te raken.
- Omdat het hele oppervlak wordt gemeten, is het mogelijk om alle locaties van kromtrekken op het voorwerp te identificeren en profielmetingen uit te voeren op elk gewenst onderdeel.
- Er is geen positionering vereist. Plaats het voorwerp gewoon op het platform en druk op een knop om de meting te voltooien.
- 3D-vormen kunnen eenvoudig met hoge snelheden en hoge nauwkeurigheid worden gemeten. Hierdoor is het mogelijk in korte tijd een groot aantal voorwerpen te meten.
- Meerdere sets meetgegevens kunnen eenvoudig en kwantitatief worden vergeleken en geanalyseerd.
Daarnaast is het door het instellen van een tolerantie voor vlakheid mogelijk om eenvoudig OK/NG-producten te beoordelen en NG-producten te analyseren op basis van de gegevens. De VR-serie maakt het mogelijk kromtrekken van voorwerpen te meten, zoals opgebouwde printplaten die voorheen niet konden worden gemeten. Het maakt een snelle en nauwkeurige meting van kromtrekken mogelijk, een dramatische verbetering in de efficiëntie van meetwerk en naadloze gegevensanalyse.
