Waarneming en analyse van zandgieten
Gieten is een bewerkingsmethode waarbij metaalmaterialen worden gesmolten, in matrijzen gegoten en dan tijdens het afkoelen uitharden tot de gewenste vormen. In dit gedeelte worden voorbeelden gegeven van het waarnemen en analyseren van zandgieten.

- Gebruikelijke gietmethoden
- Soorten en kenmerken van zandgieten
- Veelvoorkomende gietfouten
- Voorbeelden van het waarnemen en analyseren van zandgieten met behulp van een digitale microscoop
Gebruikelijke gietmethoden
Veelvoorkomende gietmethoden zijn onder andere:
- Zandgieten
- Type matrijs: zand
De oudste gietmethode. Gesmolten metaal wordt in een zandmatrijs gegoten. De matrijzen kunnen maar één keer worden gebruikt, maar de kosten om ze te maken zijn laag, zodat deze manier van gieten geschikt is voor de productie van kleine partijen. De oppervlakken van onderdelen die worden gemaakt met zandmatrijzen, zijn ruw door de zandkorrels in de matrijs. Bovendien is een zandmatrijs niet nauwkeurig. - Spuitgieten
- Type matrijs: metaal
Bij deze gietmethode wordt gesmolten metaal onder hoge druk in een metalen matrijs gespoten. Metalen matrijzen zijn duur maar kunnen vaak worden gebruikt, zodat deze manier van gieten geschikt is voor massaproductie. De oppervlakken van gegoten onderdelen zijn glad en met deze vorm van gieten kunnen er snel zeer nauwkeurige producten worden gemaakt. - Permanent vormgieten
- Type matrijs: metaal
Gesmolten metaal wordt alleen onder druk van de zwaartekracht, dus zonder externe druk in de matrijs gegoten. Deze methode wordt zwaartekrachtgieten of zwaartekrachtspuitgieten genoemd. Gegoten producten die op deze manier worden geproduceerd, hebben een grote maatnauwkeurigheid en uitstekende mechanische eigenschappen, zodat deze methode geschikt is voor onderdelen die een hoge sterkte moeten hebben. - Verlorenwasmethode
- Type matrijs: gips, keramiek
Gesmolten was wordt in een matrijs gegoten om een wasmodel te maken. Het model wordt afgedekt met gips of keramiek. Vervolgens wordt het model in een oven gebakken om de was te laten smelten. De was smelt en loopt eruit, zodat er in het gebakken gips of de gebakken keramiek een ruimte overblijft die de matrijs wordt. De matrijzen kunnen maar één keer worden gebruikt, maar de kosten om ze te maken zijn laag, zodat deze manier van gieten geschikt is voor de productie van kleine partijen. De oppervlakken die zijn gegoten met de verlorenwasmethode, zijn glad en met deze vorm van gieten kunnen er snel zeer nauwkeurige producten worden gemaakt.
Soorten en kenmerken van zandgieten
Voor- en nadelen van zandgieten
- Voordelen
- Voor houten patronen hoeft er aanvankelijk niet veel te worden geïnvesteerd.
- Houten patronen kunnen snel worden geproduceerd.
- Er kunnen allerlei vormen worden gegoten, wat het gieten van complexe en grote producten mogelijk maakt.
- Geschikt voor de kleinschalige productie van vele verschillende producten
- Elk metaalmateriaal kan worden gegoten. (Bij spuitgieten kunnen alleen niet-ijzerhoudende metalen worden gebruikt zoals aluminiumlegeringen, zinklegeringen en magnesiumlegeringen.)
- Nadelen
- Lage maatnauwkeurigheid
- Oppervlakken die in een zandmatrijs worden gegoten, zijn ruw.
- De bedrijfskosten zijn hoog omdat zandmatrijzen maar één keer kunnen worden gebruikt, zodat deze manier van gieten niet geschikt is voor massaproductie.
- Lagere mechanische eigenschappen in vergelijking met permanent vormgieten door de lage afkoelsnelheid
Typen zandmatrijzen
Het verschil tussen de diverse typen zandmatrijzen is de gebruikte hechtingsmethode. De twee meest voorkomende typen zandmatrijzen zijn:
- Groenzandmatrijs
- Klei (bentoniet) wordt aan kiezelzand toegevoegd en de bindende kracht van water wordt gebruikt om de zandmatrijs te binden. Kiezelzand is goedkoop omdat het op natuurlijke wijze wordt geproduceerd, maar het is niet geschikt voor massaproductie.
- Schelpmatrijs
- Er wordt een mengsel van zand en hars gebruik dat wordt gemaakt door thermohardende fenolhars te mengen met kiezelzand. Dit type matrijs wordt schelpmatrijs genoemd, omdat de matrijs zo dun is als een schelp.
Dunne schelpmatrijzen vormen gladde oppervlakken en worden vaak gebruikt voor het nauwkeurig gieten van motoronderdelen voor auto's en soortgelijke onderdelen. Schelpmatrijzen kunnen gemakkelijk worden vernietigd, wat ze geschikt maakt voor massaproductie. Dit type matrijs is duurder in vergelijking met groenzandmatrijzen, omdat er metalen patronen moeten worden gebruikt.
De grootte van zandkorrels
De grootte van de zandkorrels is bepalend voor de kwaliteit van de gietoppervlakken.
Kleinere zandkorrels zorgen voor gladdere gietoppervlakken, maar beletten de luchtstroom en kunnen gassen vasthouden, wat tot fouten kan leiden. Grotere zandkorrels zorgen voor grovere gietoppervlakken, maar laten de luchtstroom beter door waardoor de kwaliteit van de gietstukken beter is omdat er minder fouten door gassen worden veroorzaakt.
De grootte van de zandkorrel moet worden gekozen op basis van het product dat moet worden gemaakt.
Veelvoorkomende gietfouten
Veelvoorkomende gietfouten zijn onder andere:
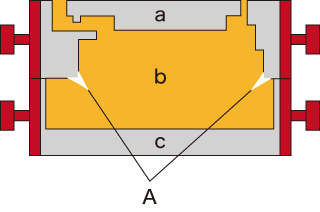
- Krimpholtes
-
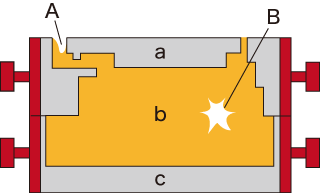
- A: Externe krimpholte
- B: Krimpholte
- A: Bovenste matrijs
- B: Kern
- C: Onderste matrijs
Een krimpholte is een type holte. Krimpholten zijn vrij grote complexvormige holten die in gegoten voorwerpen ontstaan ten gevolge van volumetrische krimp wanneer voorwerpen van vloeibaar in vast overgaan.
- Blaasjes
-
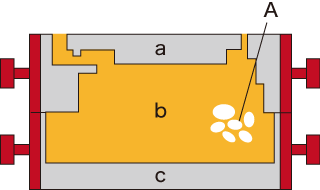
- A: Blaasjes
- A: Bovenste matrijs
- B: Kern
- C: Onderste matrijs
Blaasjes zijn een ander type holte. Blaasjes zijn ronde holten in gegoten voorwerpen. Gesmolten metaal bevat lucht of andere gassen wanneer het in vormen wordt gegoten, waardoor blaasjes ontstaan.
- Barstjes
-
- A: Barstjes
- A: Bovenste matrijs
- B: Kern
- C: Onderste matrijs
Barstjes zijn scheuren die ontstaan op het oppervlak van gegoten voorwerpen. Barstjes ontstaan door de spanningen als gevolg van volumetrische krimp of andere oorzaken tijdens het gieten.
- Misrun
- Er is sprake van een misrun wanneer een holte in de matrijs niet helemaal met gesmolten metaal wordt gevuld, waardoor het gegoten product niet volledig is gevormd.
- Bramen
- Bramen ontstaan langs overeenkomende oppervlakken (scheidingsvlakken). Fouten in de nauwkeurigheid van de matrijs, verkeerde assemblage en te grote speling als gevolg van slijtage zijn veel voorkomende oorzaken van bramen.
- Afmetingsfouten
- Bij het maken van matrijzen wordt rekening gehouden met volumetrische krimp of vervorming tijdens het gieten. Verkeerde verwachtingen, fouten in de matrijsafmetingen of verkeerde montage kunnen dit probleem veroorzaken.
- Fouten in het gietoppervlak
- Fouten in gietoppervlakken kunnen zich voordoen wanneer het zand van een gegoten vormoppervlak smelt en inbrandt in het oppervlak van het gegoten product.
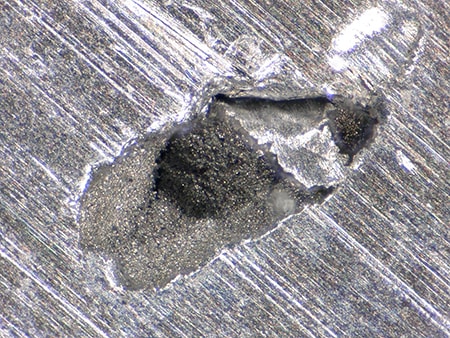
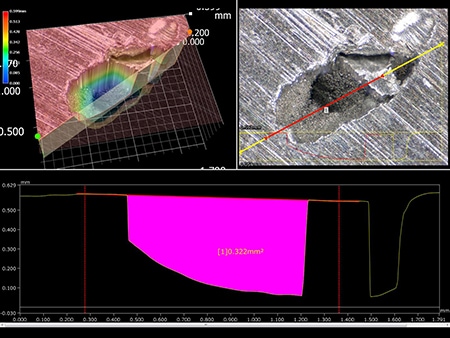
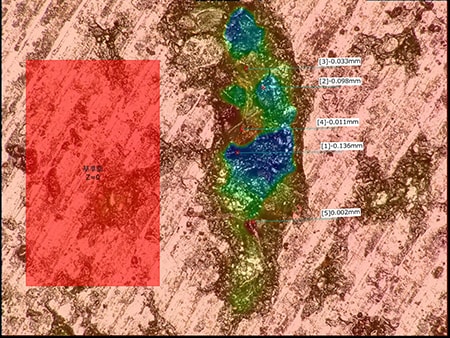
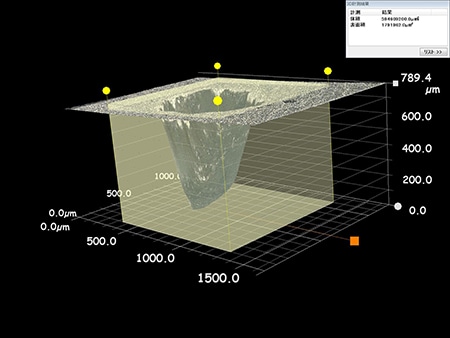
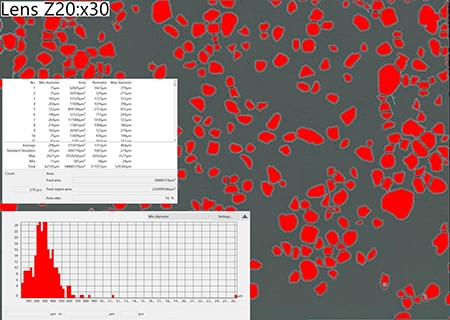
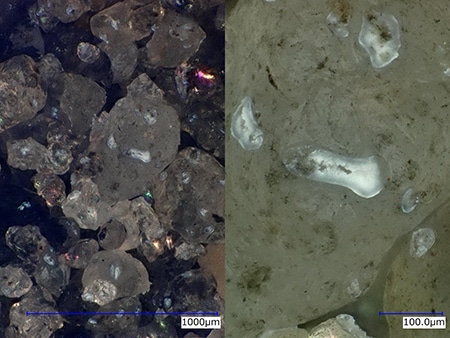
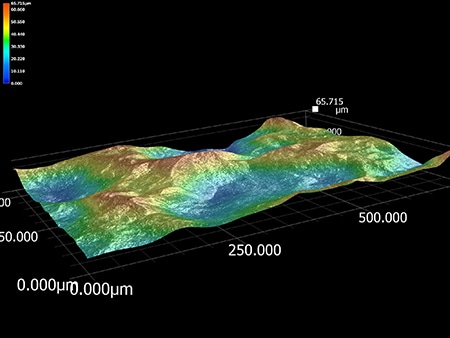
Voorbeelden van het waarnemen en analyseren van zandgieten met behulp van een digitale microscoop
Hieronder staan de nieuwste voorbeelden van het waarnemen en analyseren van zandgieten met de 4K digitale microscoop van KEYENCE uit de VHX-reeks.