Rodzaje narzędzi skrawających oraz obserwacja i kontrola przy użyciu mikroskopu cyfrowego
Dążenie do uzyskania większej wytrzymałości, większej dokładności i mniejszej masy doprowadziło do wzrostu zapotrzebowania na detale obrabiane o trudnych do wycięcia kształtach, wykonane z trudnoskrawalnych materiałów, takich jak węglik spiekany, twarde materiały kruche czy hartowana stal nierdzewna. Materiały trudnoskrawalne powodują duże obciążenie narzędzi skrawających, dlatego należy zwrócić szczególną uwagę na monitorowanie zużycia i wyszczerbień (defektów) na krawędziach narzędzi skrawających. W tym rozdziale przedstawiono rodzaje narzędzi skrawających wraz z przykładami ich obserwacji i analizy przy użyciu naszego mikroskopu cyfrowego.

- Co to jest skrawanie?
- Typowe metody skrawania i narzędzia skrawające
- Typowe materiały i cechy narzędzi
- Wskazówki dotyczące odrzucania
- Przykłady obserwacji i kontroli narzędzi skrawających przy użyciu mikroskopu cyfrowego
Co to jest skrawanie?
Skrawanie oznacza obróbkę polegającą na cięciu metalu i innych materiałów przy użyciu narzędzi takich jak ostrza.
Inna metoda obróbki metalu, zwana szlifowaniem, polega na ścieraniu powierzchni przy użyciu kamienia szlifierskiego.
Zasada skrawania
Narzędzie tnące w sposób ciągły rozdrabnia materiał docelowy i generuje wióry.
W przypadku idealnym wióry są generowane w sposób ciągły i płynny.
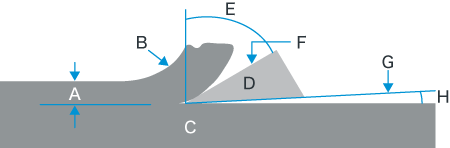
- A: Wiór nieodcięty
- B: Wiór
- C: Obrabiany przedmiot
- D: Narzędzie
- E: Kąt natarcia
- F: Powierzchnia natarcia
- G: Powierzchnia przyłożenia narzędzia
- H: Kąt przyłożenia narzędzia
Warunki skrawania
Prędkość skrawania, prędkość posuwu i ilość skrawania są ważnymi czynnikami dla prawidłowego skrawania.
- Prędkość skrawania = odległość skrawania na minutę (m/min)
-
Prędkość skrawania (m/min) odnosi się do odległości, którą narzędzie skrawa w ciągu minuty.
Im większa prędkość skrawania, tym większa wydajność, ale tym krótsza żywotność narzędzia.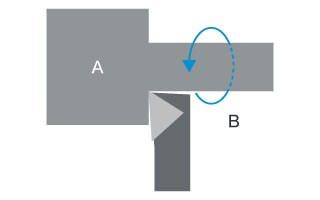
- A: Obrabiany przedmiot
- B: Odległość skrawania na minutę
Im większa prędkość skrawania, tym
większa wydajność,
ale
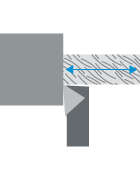
tym krótsza żywotność narzędzia. - Prędkość posuwu = odległość do przebycia w trakcie jednego obrotu (mm/obr.)
-
Prędkość posuwu (mm/obr.) odnosi się do odległości, jaką narzędzie pokonuje w trakcie jednego obrotu.
Wraz ze wzrostem prędkości posuwu wzrasta wydajność, ale również chropowatość powierzchni skrawania.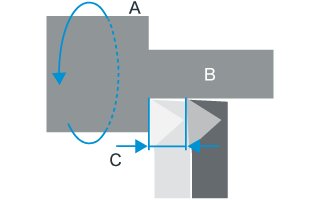
- A: Jeden obrót
- B: Obrabiany przedmiot
- C: Odległość przebyta w trakcie jednego obrotu
Wraz ze wzrostem prędkości posuwu wzrasta
wydajność,
ale
również chropowatość powierzchni skrawania. - Ilość skrawania = odległość skrawania w obrabianym przedmiocie
-
Ilość skrawania oznacza odległość, na jaką narzędzie zagłębia się w obrabiany przedmiot.
Im większa ilość skrawania, tym większa wydajność, ale idealna ilość skrawania jest określona przez rodzaj i materiał narzędzia.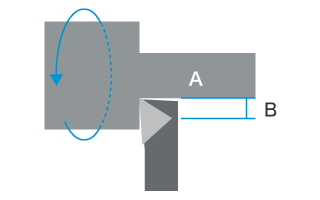
- A: Obrabiany przedmiot
- B: Ilość skrawania
Im większa ilość skrawania, tym
większa wydajność,
ale
idealna ilość skrawania jest określona przez rodzaj i materiał narzędzia.
Typowe metody skrawania i narzędzia skrawające
W tym rozdziale opisano typowe metody skrawania, ich cechy oraz stosowane narzędzia skrawające.
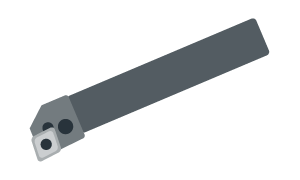
- Toczenie
-
Metoda ta polega ogólnie na skrawaniu cylindrycznych lub dyskoidalnych elementów obrabianych na okrągłe kształty poprzez ich toczenie.
Nazwa maszyny: Tokarka 
Narzędzie skrawające: Nóż oprawkowy 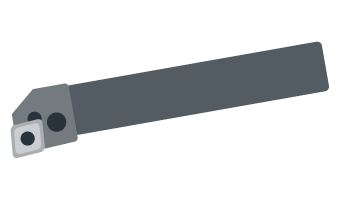
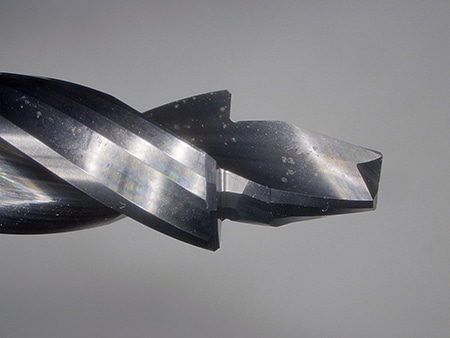
- Wiercenie
-
Narzędzia obracają się, aby wykonać otwory w powierzchniach przedmiotów obrabianych.
Nazwa maszyny: Wiertarka 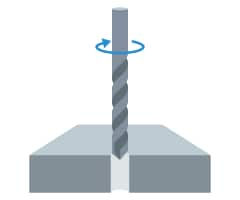
Narzędzie skrawające: Wiertło 
- Wiercenie
-
Narzędzia obracają się i obrabiają wnętrze wywierconych otworów z dużą dokładnością.
Nazwa maszyny: Wytaczarka 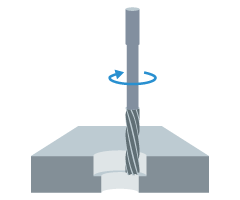
Narzędzie skrawające: Rozwiertak 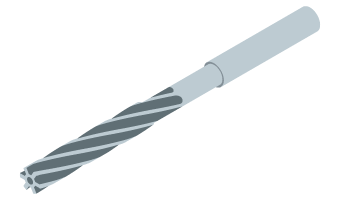
- Przeciąganie
-
Przeciągacze (narzędzia do wykańczania otworów) skrawają przedmioty obrabiane w trakcie ruchu liniowego. W procesie przeciągania można wykonać cały proces (aż do wykończenia) za pomocą jednej maszyny i łatwo jest oszacować żywotność narzędzi. Te czynniki sprawiają, że przeciąganie jest atrakcyjnym rozwiązaniem dla przemysłu motoryzacyjnego, gdzie konieczna jest produkcja masowa.
Nazwa maszyny: Przeciągarka 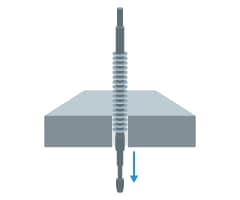
Narzędzie skrawające: Przeciągacz 
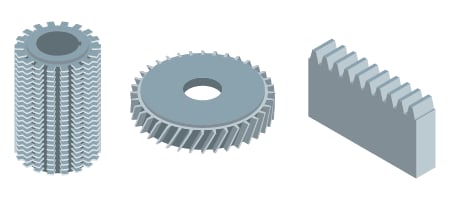
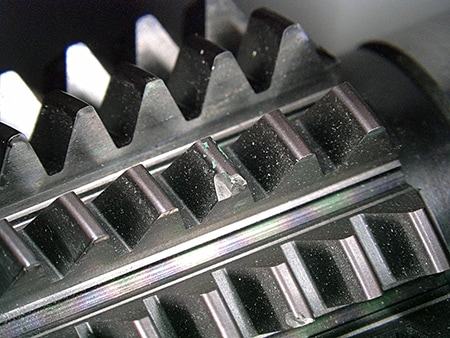
- Obcinanie kół zębatych
-
Koła zębate są cięte za pomocą obracającego się frezu.
- Nazwa maszyny: Maszyna do cięcia kół zębatych
- Narzędzie skrawające: Frez do kół zębatych, frez do zębników, frez do zębatek
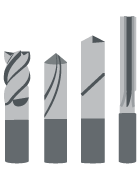
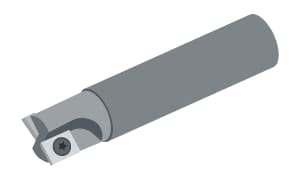
- Frezowanie
-
Podczas frezowania materiał jest usuwany podczas obracania narzędzia zwanego frezem. Frezarki są używane do skrawania powierzchni i wykonywania rowków. Zasadniczo istnieją 2 rodzaje narzędzi: frezy czołowe do obróbki powierzchni i frezy końcowe do wykonywania rowków.
Nazwa maszyny: Frezarka 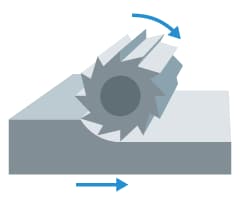
Narzędzie skrawające: Frez czołowy, frez końcowy 
Typowe materiały i cechy narzędzi
W tym rozdziale opisano materiały i cechy typowych narzędzi skrawających.
- Stal szybkotnąca
-
Metale, w tym wolfram, chrom, wanad i molibden, stopione z żelazem.
- ZaletaDoskonała ciągliwość
- WadyNiższa odporność na ciepło i zużycie
Materiały docelowe: Stal węglowa i stopowa
- Węglik spiekany
-
Stopy węglika tytanu i węglika tantalu, które są dodawane do proszku węglika wolframu, a następnie spiekane z użyciem kobaltu.
- ZaletyDoskonała równowaga między wytrzymałością, wysoką twardością i odpornością na zużycie
Materiały docelowe: Stal węglowa, stal stopowa, stal nierdzewna i inne materiały odporne na cięcie.
- Materiały ceramiczne
-
Twarde materiały, w tym tlenek aluminium, węglik tytanu i azotek krzemu, które są spiekane.
- ZaletyDoskonała odporność na ciepło i zużycie
- WadySłaba wytrzymałość i łatwo się wykruszają
Materiały docelowe: Żeliwo, stopy żaroodporne, stal hartowana i stal narzędziowa
- Diament
-
Materiał formowany z monokryształu diamentu (najtwardszy materiał)
- ZaletyDoskonała odporność na ciepło i zużycie, nadaje się do cięcia na lustro.
- WadySłaba ciągliwość i łatwe odpryskiwanie
Materiały docelowe: Metale nieżelazne, w tym aluminium
- Diament spiekany
-
Korpus polikrystaliczny wykonany przez dodanie kobaltu do drobnego proszku diamentowego i spiekanie.
- ZaletyDoskonała odporność na ciepło i zużycie oraz wyższa twardość niż diamentu
- WadyTrudno uzyskać ostre krawędzie
Materiały docelowe: Metale nieżelazne, węglik spiekany, materiał ceramiczny
- Cermet
-
Nikiel i inne materiały dodawane do węglika tytanu i azotku tytanu, a następnie spiekane.
- ZaletyRodzaj węglika spiekanego. Doskonała odporność na zużycie i korozję w porównaniu z normalnym węglikiem spiekanym. Jest często używany do wykańczania stali.
Materiały docelowe: Stal węglowa i stopowa
Wskazówki dotyczące odrzucania
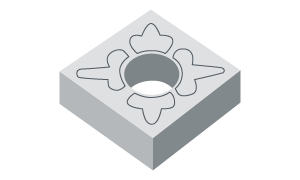
Końcówki wymienne są przed użyciem mechanicznie mocowane w uchwytach za pomocą śrub. Materiałem na krawędź jest zazwyczaj węglik spiekany, a kształty są określone przez ISO (np. trójkąt równoboczny, kwadrat, romboid i koło).

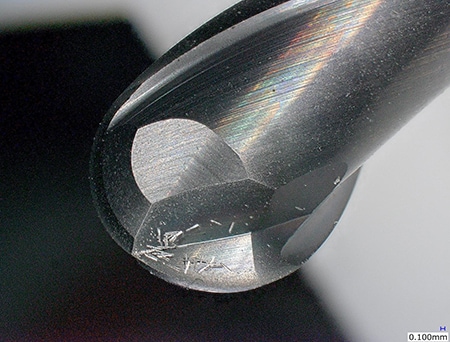
Przykłady obserwacji i kontroli narzędzi skrawających przy użyciu mikroskopu cyfrowego
Poniżej przedstawiono najnowsze przykłady obrazów obserwacji i kontroli narzędzi skrawających uzyskane za pomocą mikroskopu cyfrowego 4K KEYENCE Serii VHX.


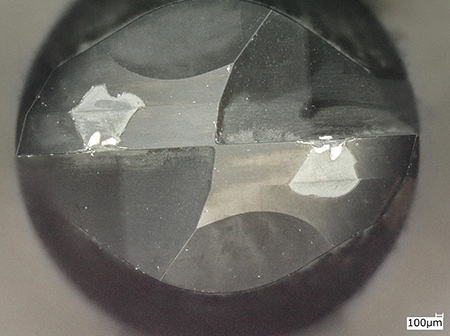


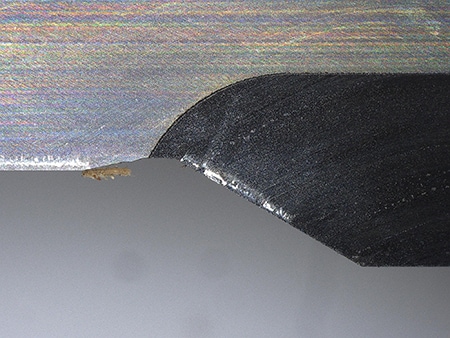
Obserwacja przylegania krawędzi
Obserwacja 3D wykazała, że to, co uważano za wykruszanie, w rzeczywistości było przyleganiem.
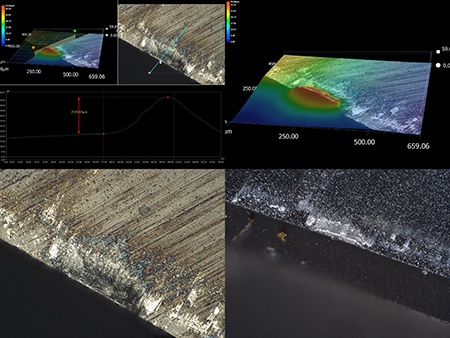
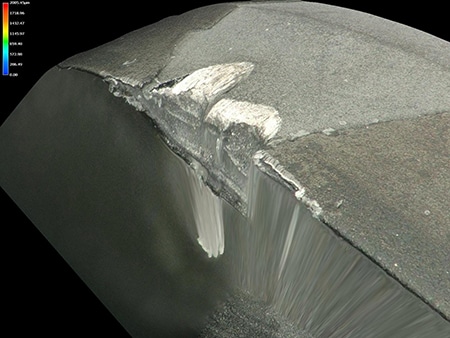
Obserwacja punktu, w którym rozpoczęło się uszkodzenie narzędzia
Multioświetlenie pozwala na łatwą obserwację punktu początkowego powierzchni złamania.
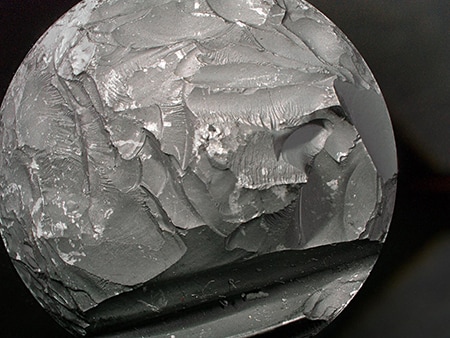

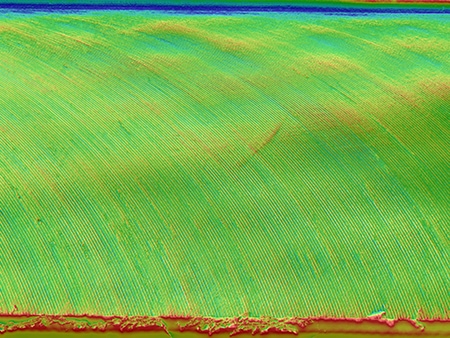
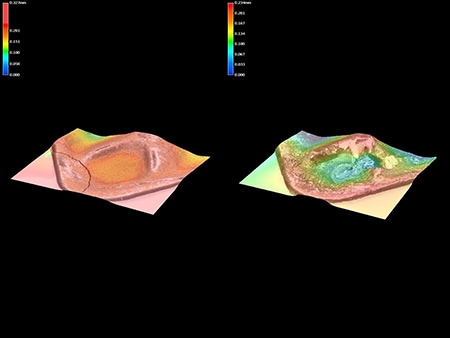
Obserwacja powierzchni skrawania
Tryb efektu cienia optycznego pozwala na obserwację fal na powierzchni cięcia w ciągu zaledwie kilku sekund.