Obserwacja i analiza odlewów w formach piaskowych
Odlewanie jest metodą przetwarzania, w której materiały metaliczne są topione, wlewane do form, a następnie utwardzane do docelowych kształtów po ostygnięciu. W tym rozdziale przedstawiono przykłady obserwacji i analizy odlewów w formach piaskowych.
- Typowe metody odlewania
- Rodzaje i charakterystyka odlewów w formach piaskowych
- Typowe wady odlewów
- Przykłady obserwacji i analizy odlewów w formach piaskowych przy użyciu mikroskopu cyfrowego
Typowe metody odlewania
Typowe metody odlewania przedstawiono poniżej.
- Odlewanie w formach piaskowych
- Rodzaj formy: Piaskowa
Najstarsza metoda odlewania. Stopiony metal jest wlewany do formy piaskowej. Formy mogą być użyte tylko raz, ale koszt ich wykonania jest niski, więc metoda ta nadaje się do produkcji małych partii. Powierzchnie części wykonanych za pomocą form piaskowych są chropowate ze względu na cząstki piasku w formie. Również dokładność nie jest szczególnie wysoka. - Odlewanie ciśnieniowe
- Rodzaj formy: Metal
W tej metodzie odlewania roztopiony metal jest wtryskiwany do metalowej formy pod wysokim ciśnieniem. Formy metalowe są drogie, ale mogą być używane wielokrotnie, więc ta metoda nadaje się do produkcji masowej. Powierzchnie części odlewanych pod ciśnieniem są gładkie i można szybko wytwarzać produkty charakteryzujące się dużą dokładnością. - Odlewanie kokilowe
- Rodzaj formy: Metal
Roztopiony metal jest wylewany tylko pod wpływem siły ciężkości, bez stosowania ciśnienia. Metoda ta nazywana jest odlewaniem grawitacyjnym lub odlewaniem grawitacyjnym kokilowym. Produkty odlewane tą metodą mają wysoką dokładność wymiarową i doskonałe właściwości mechaniczne, dlatego metoda ta jest odpowiednia dla części wymagających dużej wytrzymałości. - Odlewanie metodą traconego wosku
- Rodzaj formy: Gips, materiał ceramiczny
Roztopiony wosk wlewa się do formy, aby stworzyć model woskowy. Model jest pokrywany gipsem lub materiałem ceramicznym. Jest on wypalany w piecu w celu stopienia wosku. Wosk topi się i wypływa, pozostawiając miejsce w wypalonym modelu gipsowym lub ceramicznym, który staje się formą. Formy mogą być użyte tylko raz, ale koszt ich wykonania jest niski, więc metoda ta nadaje się do produkcji małych partii. Powierzchnie części odlewanych metodą traconego wosku są gładkie, więc można wytwarzać produkty o bardzo wysokiej dokładności.
Rodzaje i charakterystyka odlewów w formach piaskowych
Zalety i wady odlewania w formach piaskowych
- Zalety
- Drewniane wzorniki wymagają niskich inwestycji początkowych.
- Drewniane wzorniki mogą być produkowane szybko.
- Można formować różne kształty, co pozwala na odlewanie złożonych i dużych produktów.
- Odpowiednie do produkcji małoseryjnej wielu rodzajów produktów
- Odlewy można wykonać z każdego materiału metalowego. (Do odlewania ciśnieniowego można stosować tylko metale nieżelazne, takie jak stopy aluminium, stopy cynku i stopy magnezu).
- Wady
- Niska dokładność wymiarowa
- Powierzchnie odlewu są szorstkie ze względu na formy piaskowe.
- Koszty eksploatacji są wysokie, ponieważ formy piaskowe ulegają każdorazowo zniszczeniu, dlatego metoda ta nie nadaje się do produkcji masowej.
- Gorsze właściwości mechaniczne w porównaniu z odlewaniem kokilowym ze względu na niską prędkość chłodzenia.
Rodzaje form piaskowych
Różne typy form piaskowych są zróżnicowane pod względem zastosowanej metody łączenia. Dwa najczęściej spotykane typy form piaskowych to:
- Zielona forma piaskowa
- Glina (bentonit) jest dodawana do piasku krzemionkowego, a siła wiązania wody jest wykorzystywana do łączenia formy piaskowej. Piasek krzemionkowy jest tani, ponieważ powstaje naturalnie, ale nie nadaje się do produkcji masowej.
- Forma skorupowa
- Stosuje się mieszankę piaskowo-żywiczną wytwarzaną przez zmieszanie termoutwardzalnej żywicy fenolowej z piaskiem krzemionkowym. Ten typ formy nazywany jest formą skorupową, ponieważ forma jest cienka jak skorupa.
Cienkie formy skorupowe tworzą gładkie powierzchnie i są często używane do precyzyjnego odlewania części silników samochodowych i podobnych części. Formy skorupowe łatwo mogą ulec zniszczeniu, co czyni je odpowiednimi do produkcji masowej. Są one jednak droższe w porównaniu z formami z zielonego piasku, ponieważ muszą być stosowane metalowe wzorniki.
Wielkość cząstek piasku
Wielkość cząstek piasku ma duży wpływ na powierzchnie odlewu.
Mniejsze cząstki piasku tworzą gładsze powierzchnie odlewu, ale utrudniają przepływ powietrza i mogą zatrzymywać gazy, co może powodować wady odlewu. Większe cząstki piasku tworzą bardziej szorstkie powierzchnie odlewu, ale ułatwiają przepływ powietrza i dzięki temu można produkować odlewy z mniejszą ilością wad spowodowanych przez gazy.
Wielkość cząstek piasku powinna być dobrana do potrzeb danego zastosowania.
Typowe wady odlewów
Typowe wady odlewów przedstawiono poniżej.
- Jama skurczowa
-
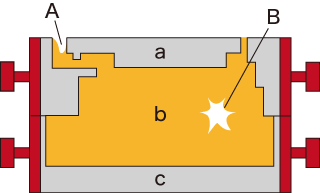
- A: Zewnętrzna jama skurczowa
- B: Jama skurczowa
- a: Górna część formy
- b: Rdzeń
- c: Dolna część formy
Jama skurczowa jest rodzajem wgłębienia. Jamy skurczowe to stosunkowo duże wgłębienia o skomplikowanym kształcie, które występują wewnątrz odlewanych przedmiotów na skutek skurczu objętościowego, gdy przedmioty ulegają utwardzeniu z cieczy w ciało stałe.
- Pęcherz
-
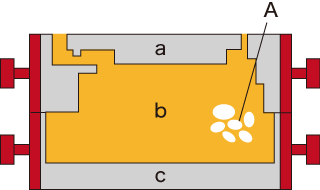
- A: Pęcherze
- a: Górna część formy
- b: Rdzeń
- c: Dolna część formy
Innym rodzajem ubytków są pęcherze. Pęcherze to okrągłe wgłębienia w odlewanych przedmiotach. Stopiony metal zawiera powietrze lub inne gazy, gdy jest wlewany do form, co powoduje powstawanie pęcherzy.
- Pęknięcie
-
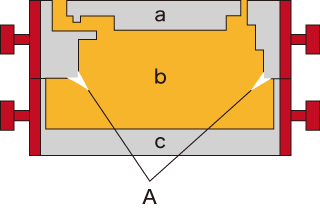
- A: Pęknięcia
- a: Górna część formy
- b: Rdzeń
- c: Dolna część formy
Pęknięcia to szczeliny, które występują na powierzchni odlewanych przedmiotów. Pęknięcia powstają na skutek naprężeń, które pozostają w wyniku skurczu objętościowego lub innych przyczyn podczas odlewania.
- Niedolew
- Niedolew występuje, gdy jama formy nie zostanie całkowicie wypełniona stopionym metalem, co powoduje niekompletny kształt odlewu.
- Zadzior
- Zadziory występują wzdłuż współpracujących powierzchni (powierzchni podziału). Wady dokładności formy, nieprawidłowy montaż i zwiększony luz spowodowany zniszczeniem są częstymi przyczynami powstawania zadziorów.
- Wada wymiarowa
- Formy są wykonywane z uwzględnieniem skurczu objętościowego lub deformacji podczas odlewania. Nieprawidłowe oczekiwania, wady wymiarowe formy lub nieprawidłowy montaż mogą spowodować ten problem.
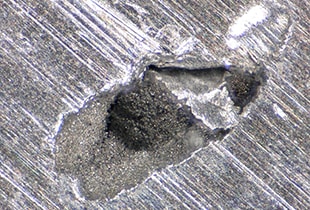
- Wada powierzchni odlewu
- Wady powierzchni odlewu występują, gdy piasek z powierzchni formy topi się i wypala na powierzchni odlanego produktu.
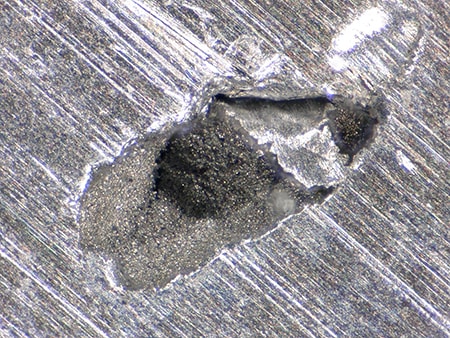
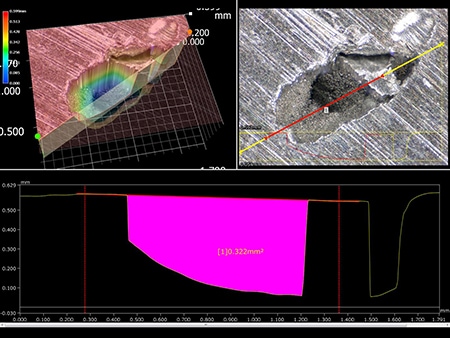
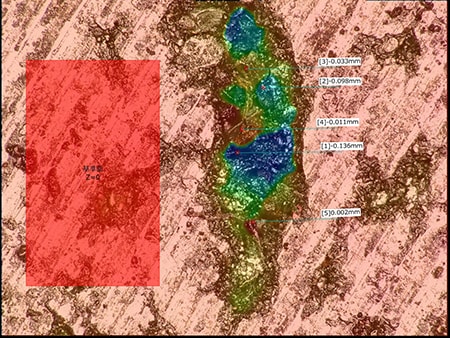
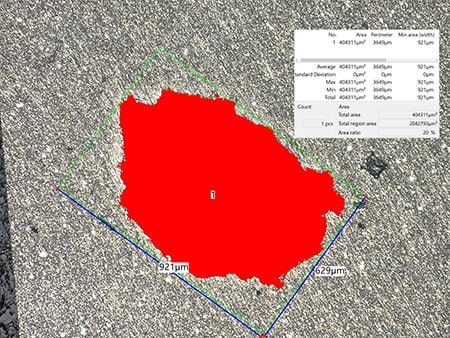
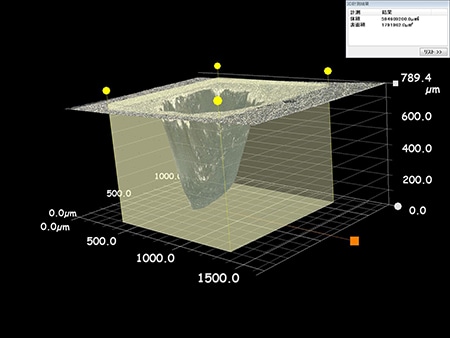
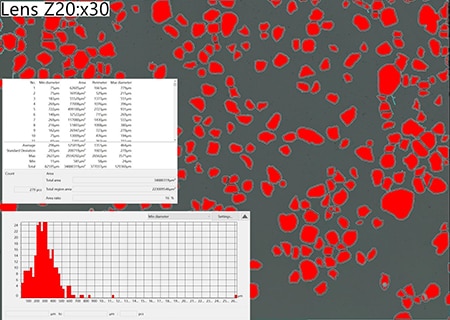
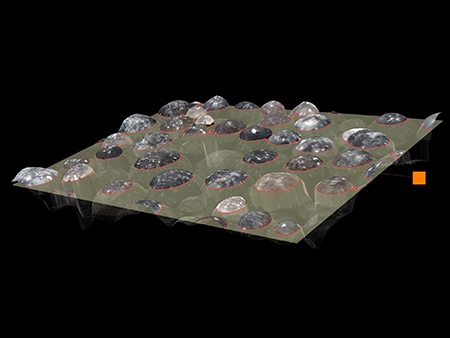
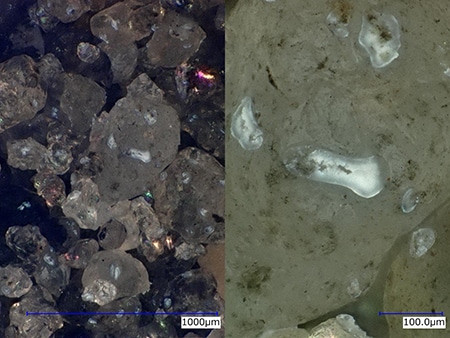
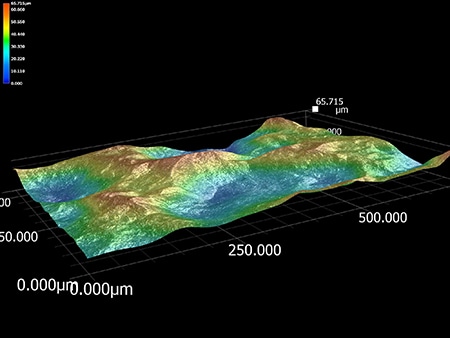
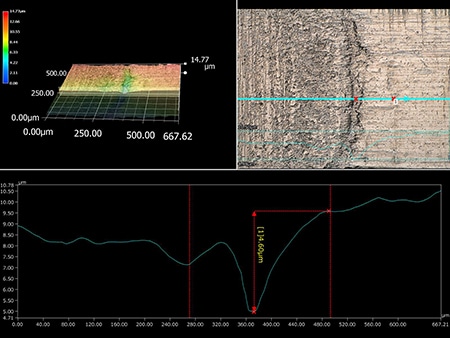
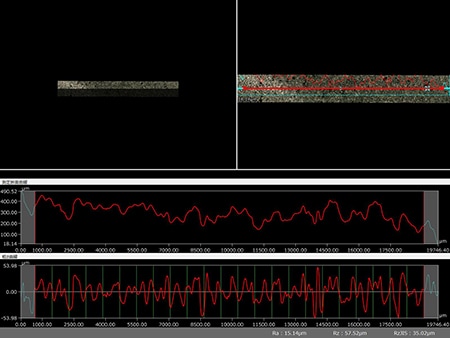
Przykłady obserwacji i analizy odlewów w formach piaskowych przy użyciu mikroskopu cyfrowego
Poniżej przedstawiono najnowsze przykłady obserwacji i analizy odlewów odlewanych w formach piaskowych przy użyciu mikroskopu cyfrowego 4K KEYENCE Serii VHX.