Obserwacja i pomiar 3D warunków nakładania pasty lutowniczej
Pasty lutownicze lub kremy lutownicze są używane do mocowania i łączenia elementów SMD (Surface Mount Device) z płytą w technologii montażu powierzchniowego (Surface Mount Technology — SMT), powszechnie stosowanej metodzie montażu płytek drukowanych (Printed Circuit Boards — PCB). Warunki nadruku lub nakładania pasty lutowniczej mają ogromny wpływ na jakość płytek PCB. W tej części przedstawiono podstawową wiedzę o lutowaniu, procesie montażu płytek PCB oraz najnowsze przykłady obserwacji i pomiarów past lutowniczych, które odgrywają ważną rolę w ocenie w celu zapewnienia jakości, badań i rozwoju tych materiałów lutowniczych (lutów).
- Podstawy lutowania
- Charakterystyka past lutowniczych i innych materiałów lutowniczych
- Proces lutowania rozpływowego i inne metody lutowania
- Przykłady obserwacji i pomiarów 3D warunków nakładania pasty lutowniczej
- Mikroskop cyfrowy 4K, który zapewnia bardziej zaawansowaną obserwację i analizę pasty lutowniczej oraz przyspiesza operacje
Podstawy lutowania
Pasty lutownicze to metalowe materiały łączące używane do mocowania elementów elektronicznych na płytkach PCB. Typowy lut topi się w temperaturze poniżej 450°C. Do łączenia płytek PCB miesza się go z miedzią i po utwardzeniu łączy styki. Łączenie jest nazywane lutowaniem twardym.
W lutowaniu zazwyczaj używa się topnika, który zwiększa topliwość i zwilżalność* lutu. Topniki są produkowane z żywic roślinnych, takich jak kalafonia. Topniki mają też inne działanie, np. zapobiegają utlenianiu podczas ogrzewania i chemicznie usuwają utlenione powłoki i zanieczyszczenia z powierzchni metalowych.
Konwencjonalny lut (lut eutektyczny/ołowiowy) zawiera około 40% ołowiu (63% cyny i 37% ołowiu). Te topniki lutownicze mają temperaturę topnienia 183°C i w normalnych warunkach są podgrzewane do około 250°C. Ponieważ jednak ołów ma poważny wpływ na środowisko, gdy jest usuwany jako odpad przemysłowy, od około 2000 roku najczęściej stosowanym materiałem jest lut bezołowiowy. W przypadku lutownic bezołowiowych temperatura grzania musi być ustawiona o około 30°C wyżej niż w przypadku zwykłych lutownic. Dlatego w przypadku lutowania rozpływowego, jednej z najbardziej popularnych metod montażu powierzchniowego, ważne jest ustalenie profilu temperaturowego procesu rozpływowego. To powszechne zastosowanie wynika z faktu, że montaż na płytkach PCB wygiętych pod wpływem nadmiernego ciepła może być wadliwy. Lut bezołowiowy ma mniejszą zdolność zwilżania niż lut konwencjonalny, co w zależności od stanu użytej pasty lutowniczej lub kontroli temperatury procesu rozpływu może prowadzić do defektów zwanych kulkami lutowniczymi. Kulki lutownicze mogą powodować defekty lub nieprawidłowe działanie obwodów.
- PodpowiedziCo to jest zwilżalność?
- Zwilżalność w lutowaniu nosi też nazwę zwilżalności lutu. Zwilżalność to zdolność stopionego lutu do rozprzestrzeniania się na powierzchni styku zamiast odsuwania się od niej. Zwilżalność lutu w znacznym stopniu wpływa na wytrzymałość łączenia. Na przykład, jeśli lut stwardnieje na powierzchni połączenia lub podłożu płytki PCB bez wystarczającego rozprowadzenia z powodu niewystarczającego zwilżenia, w montowanych komponentach mogą wystąpić problemy takie jak mniejsza wytrzymałość spoiny, słaby kontakt i niska przewodność, co może doprowadzić do uszkodzenia urządzenia.
-
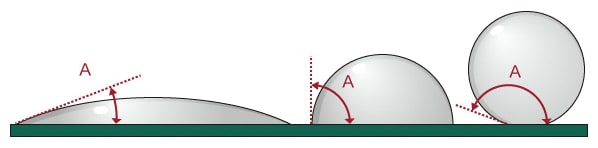
- Zwilżalność to właściwość rosnąca wraz ze zmniejszaniem się kąta kontaktu θ (A na rysunku). Wyższe wartości zwilżalności zapewnią większą siłę wiązania między płytką a lutowanymi elementami. Ekstremalnie wysoki kąt kontaktu θ (niska zwilżalność) może prowadzić do wad montażowych, a jeśli pasta lutownicza stwardnieje sferycznie, utworzy kulki lutownicze, które mogą spowodować zwarcie. Aby uniknąć tych problemów, w zautomatyzowanych procesach montażu, zwłaszcza rozpływowego, ważne jest, aby przed użyciem sprawdzić zwilżalność pasty lutowniczej na powierzchni połączenia.
Charakterystyka past lutowniczych i innych materiałów lutowniczych
Pasta lutownicza to materiał lutowniczy o konsystencji ciasta, wykonany ze sproszkowanego lutu i topnika.
Pasty lutownicze są stosowane w metodzie SMT, która jest obecnie najczęściej używana. W produkcji masowej pasta lutownicza jest nanoszona na powierzchnie połączeń na płytce PCB metodą sitodruku, a w lutowaniu SMD jest podgrzewana w piecach.
W niektórych zastosowaniach do nakładania pasty lutowniczej według określonego wzoru używa się zrobotyzowanych dozowników i drukarek atramentowych.
Inne typowe formy lutów
Poza pastami lutowniczymi istnieją następujące typowe formy lutów. Na tej stronie omówione ich właściwości oraz sposób ich użycia.
- Drut lutowniczy
- Drut lutowniczy przypomina zwykły drut. Drut lutowniczy zawiera włókna topnika. Elementy SMD są lutowane do płytek PCB przez bezpośrednie podgrzanie i stopienie drutu lutowniczego za pomocą lutownicy. Drut lutowniczy jest podawany przez automatycznie sterowaną maszynę lutowniczą.
- Pręt lutowniczy
- Ten rodzaj lutu jest używany w technologii Insertion Mount Technology (IMT), w której przewody lub elektrody są wkładane w otwory przelotowe na płytce PCB i lutowane. Przed użyciem do lutowania pręty lutownicze są topione w wannie lutowniczej.
Proces lutowania rozpływowego i inne metody lutowania
Lutowanie rozpływowe jest najczęściej stosowaną metodą w zautomatyzowanym procesie SMT.
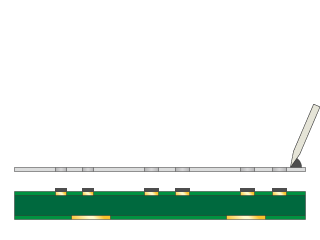
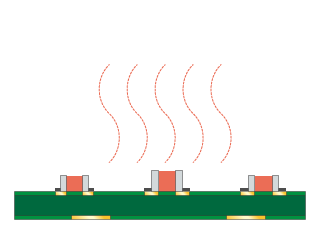
W typowym lutowaniu rozpływowym pasta lutownicza jest nakładana na powierzchnie połączeń na płytce PCB w określonym wzorze metodą sitodruku na metalowych maskach. Na określony wzór nakładane są również kleje, które przytrzymują elementy SMD automatycznie montowane do wzoru przez urządzenie montażowe. Płytka PCB jest umieszczana w piecu rozpływowym i podgrzewana w celu przymocowania elementów SMD. Jest to tak zwany proces rozpływowy.
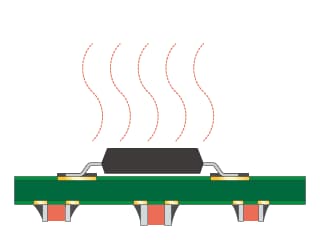
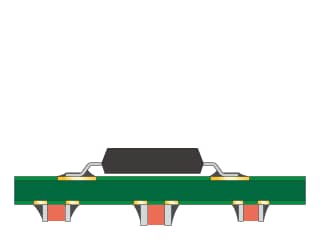
Obracając płytkę PCB, można zamontować elementy SMD po drugiej stronie. Na drugą stronę płytki PCB nakładana jest pasta lutownicza i montowane są elementy SMD. Płytka PCB jest ponownie ogrzewana w piecu rozpływowym. Ten proces przedstawiono na ilustracjach poniżej.


Inne typowe formy lutowania
Oprócz lutowania rozpływowego istnieje wiele innych metod lutowania. Poniżej opisano typowe metody lutowania, takie jak lutowanie ręczne, lutowanie sterowane automatycznie i automatyczne lutowanie na liniach wytwórczych.
- Lutowanie za pomocą lutownicy
- Końcówka lutownicy jest podgrzewana do wysokiej temperatury za pomocą elementu grzejnego wykonanego z drutu nichromowego lub ceramicznego i umieszczanego w bezpośrednim kontakcie z drutem lutowniczym w celu jego podgrzania. Elementy SMD są łączone z płytką PCB za pomocą stopionego drutu lutowniczego. Niektóre lutownice są wyposażone w bardzo przydatną funkcję regulacji temperatury, która dostosowuje jej temperaturę do temperatury topnienia używanego lutu. Oprócz lutowania ręcznego, lutownic używa się także w automatach lutowniczych. W niektórych zastosowaniach do lutowania elementów SMD dokładnie według współrzędnych zaprogramowanych przez automatykę używa się urządzeń bramowych lub robotycznych ramion z lutownicami.
- Lutowanie falowe
- Dolna powierzchnia płytki PCB styka się z płynnym lutem, czyli roztopionymi prętami lutowniczymi, znajdującymi się w wannie lutowniczej, aby przylutować komponenty SMD do płytki. Ta metoda używana jest głównie do montowania podwójnych obudów dwurzędowych (DIP) z przewodami. Do lutowania falowego używa się dwóch rodzajów wanien lutowniczych: wanny statycznej, w której ciecz pozostaje w spoczynku, oraz wanny falowej, która wytwarza fale na powierzchni ciekłego lutu.
Przykłady obserwacji i pomiarów 3D warunków nakładania pasty lutowniczej
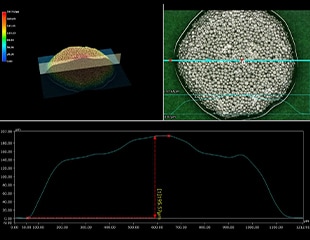
Kiedy pasta lutownicza, zrobiona ze sproszkowanego lutu i topnika, zostaje nadrukowana lub nałożona na powierzchnie połączeń, jej zwilżalność ma ogromny wpływ na jakość i niezawodność montażu. Zwilżalność nałożonej pasty lutowniczej można ocenić na podstawie jej kąta nachylenia do powierzchni łączącej. Ważne jest również obserwowanie wyglądu i mierzenie objętości i kształtu pasty lutowniczej, co może być wykorzystane do oceny, jak proszek lutowniczy i topnik rozprowadzą się na powierzchni połączenia.
Jednak trudno jest uzyskać ostry obraz pasty lutowniczej i obserwować całe pole widzenia ze względu na odblaski od odbitego światła, inne odbicie światła niż odbicie od tła oraz kształty o różnej wysokości. Nie jest też możliwe zmierzenie kształtu pasty lutowniczej przed lutowaniem rozpływowym za pomocą mierników stykowych. Ponadto trudno jest dokładnie zmierzyć wymiary kształtów 3D za pomocą mikroskopów optycznych.
Mikroskop cyfrowy KEYENCE 4K serii VHX wykorzystuje system optyczny i matrycę 4K CMOS, które zapewniają zarówno dużą głębię ostrości, jak i wysoką rozdzielczość, a także system obejmujący bardzo praktyczne oświetlenie i zaawansowane przetwarzanie obrazu. Dzięki tym funkcjom określenie warunków i ustawienie ostrości dla obiektów trójwymiarowych nie jest już trudne i wymaga jedynie bardzo prostych czynności. Rezultatem jest wyraźny obraz o wysokiej rozdzielczości 4K. Ponadto, dzięki obrazom o wysokiej rozdzielczości 4K używanym do obserwacji, można wykonywać bardzo dokładne, bezdotykowe pomiary 2D i 3D. Czytaj dalej, aby poznać przykłady obserwacji i pomiarów prowadzonych za pomocą urządzenia serii VHX i dotyczących pasty lutowniczej nakładanej na powierzchnie łączące płytki PCB.
Obserwacja pasty lutowniczej za pomocą obrazów 4K o wysokiej rozdzielczości
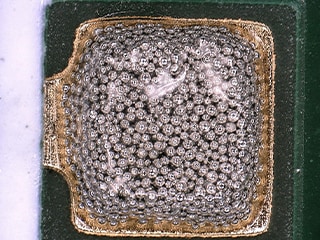
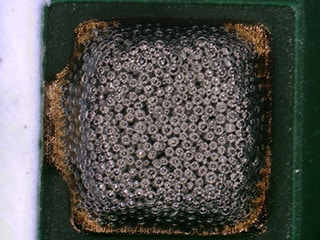
Dzięki dużej głębi ostrości mikroskop cyfrowy 4K serii VHX może rejestrować całkowicie ostre obrazy trójwymiarowej pasty lutowniczej nakładanej na powierzchnie łączące. Funkcje usuwania blasku i odbicia pierścieniowego mogą być wykorzystane do eliminacji efektu odbić światła typowych dla pasty lutowniczej. Te funkcje pozwalają na obserwację przy użyciu obrazów 4K o wysokiej rozdzielczości, które wyraźnie pokazują szczegóły pasty lutowniczej, takie jak stan mikroskopijnych części proszku i topnika lutowniczego oraz granice między powierzchniami połączeń a pastą lutowniczą.
Ponadto warunki oświetleniowe można teraz regulować za pomocą jednego przycisku. Dzięki funkcji multioświetlenia, która automatycznie pozyskuje dane obrazu wykonane przy oświetleniu ze wszystkich kierunków, łatwo jest rozpocząć obserwację, wybierając odpowiedni obraz. Przechowywane są dane zdjęć zrobionych w każdych warunkach oświetleniowych. Operator może później pobrać dane obiektu z różnych perspektyw, wybierając zdjęcie zrobione w różnych warunkach oświetleniowych. Wystarczy wybrać dowolne zdjęcie, by odtworzyć warunki, w jakich zostało zrobione. Później obserwacje można szybko odtworzyć, używając innej próbki tego samego typu obiektu w tych samych warunkach.

Pomiar 3D i pomiar profilu pasty lutowniczej
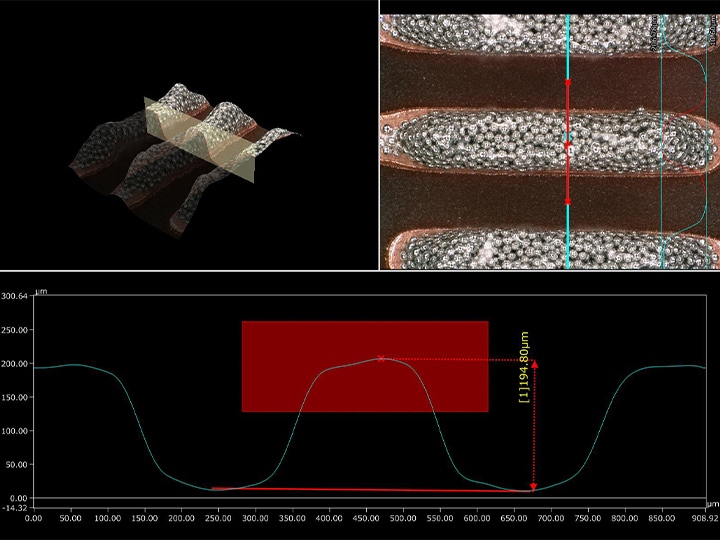
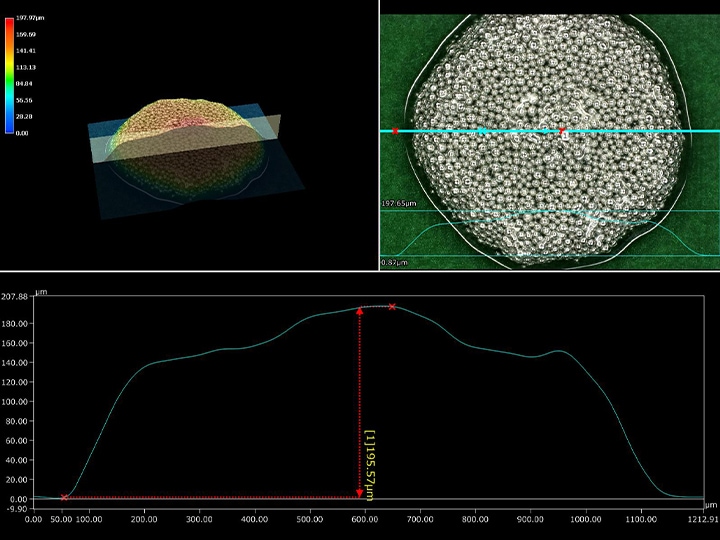
Mikroskop cyfrowy 4K serii VHX może tworzyć trójwymiarowe obrazy pokazujące zmiany w strukturze mikroskopowej i chropowatości powierzchni z wyraźnego obrazu obserwacyjnego 4K wykonanego bezpośrednio z góry. Obrazy te umożliwiają szybkie i bardzo dokładne pomiary 2D i 3D.
Ponadto, funkcja ta umożliwia bezdotykowy pomiar 3D i pomiar kształtu (w tym wysokości i objętości pasty lutowniczej), co jest trudne w przypadku stykowych przyrządów pomiarowych. Przyczyny wad lutowania, takie jak niewystarczająca ilość nałożonej pasty lub zimne złącza, mogą być ilościowo ocenione na podstawie objętości i kształtu pasty lutowniczej.
Operatorzy mogą też mierzyć profile w żądanych miejscach, po prostu wskazując je myszą i obserwując ekran. Dwuwymiarowe odcinki pasty lutowniczej nałożonej w różnych kształtach mogą być mierzone bezkontaktowo i nieniszcząco, co jest przydatne na przykład przy ocenie zwilżalności na podstawie kąta nachylenia do powierzchni łączących.
Mikroskop cyfrowy 4K, który zapewnia bardziej zaawansowaną obserwację i analizę pasty lutowniczej oraz przyspiesza operacje
W miarę zmniejszania rozmiarów i zwiększania gęstości płytek PCB i komponentów, producenci urządzeń elektronicznych na całym świecie konkurują ze sobą, by zapewnić wysoką jakość i tworzyć nowe technologie. Funkcje i wydajność mikroskopu cyfrowego 4K serii VHX eliminują wiele wyzwań i są szybko dostępne za pomocą prostych czynności, co pozwala na utrzymanie znaczącej przewagi konkurencyjnej w przemyśle urządzeń elektronicznych.
Urządzenia serii VHX umożliwiają prowadzenie wyraźnych obserwacji w dużym powiększeniu przy użyciu obrazów 4K, tworzenie bardzo dokładnych obrazów 3D, mierzenie 2D, 3D i profili oraz automatyczne generowanie raportów, a wszystko to bezproblemowo i za pomocą jednego urządzenia, co znacznie zwiększa dokładność i szybkość oceny w badaniach, rozwoju i zapewnianiu jakości.
Aby uzyskać więcej informacji lub odpowiedzi na pytania dotyczące mikroskopów serii VHX, które mogą znacznie ułatwić wiele zadań związanych z obserwacją i analizą w produkcji urządzeń elektronicznych, takich jak komputery, kliknij poniższe przyciski.
