Měření opotřebení a problémy ložisek

Kvalita ložisek se hodnotí na základě plynulého pohybu a trvanlivosti. Plynulý pohyb má přímý vliv na úsporu energie a přesnost pohybu, zatímco odolnost přímo ovlivňuje životnost. S tím, jak se zdokonalují materiály, konstrukce, způsoby mazání a těsnicí vlastnosti ložisek, zdokonalují se i bezúdržbová ložiska. Pokud však ložiska obsahují kluzné části, žádná konstrukce se nevyhne problémům způsobeným opotřebením nebo poškozením.
V této části jsou představeny problémy ložisek, metody měření přesnosti ložisek, problémy s těmito metodami a řešení těchto problémů.
- Ložiska
- Typy ložisek a zatížení
- Problémy s ložisky
- Problémy při konvenčním měření ložisek
- Řešení problémů při měření ložisek
- Shrnutí: Komplexní zlepšení problémů a vyšší účinnost měření tvaru ložisek
Ložiska
Ložisko podpírá rotující hřídel tak, aby nedocházelo k vychýlení při otáčení. Ložiska se používají v celé řadě oblastí včetně automobilů, jízdních kol, domácích spotřebičů a letadel. Proto je nutné, aby byla odolná proti povětrnostním vlivům, aby vydržela používání při vysokých a nízkých teplotách a také aby byla odolná, aby vydržela vysoké zatížení a otáčení při vysokých otáčkách.
Typy ložisek a zatížení
Většina problémů s ložisky je způsobena opotřebením a poškrábáním, ke kterému dochází na plochách s vysokým třením mezi kuličkami, válečky, hřídeli a díly, které je podpírají. Mezi příčiny patří vnější nárazy a poruchy montáže, jakož i poškození způsobené používáním. Opatření proti těmto problémům se liší v závislosti na konstrukci ložiska a zatížení, které na ložisko působí.
Typy ložisek
Existují dva hlavní typy ložisek: ložiska s valivými prvky, jako jsou válečková a kuličková ložiska, a kluzná ložiska, která místo valivých prvků používají mazivo.
- Kuličková ložiska, válečková ložiska a jehlová ložiska:
- Tato ložiska nesou hřídel s kuličkami nebo válcovými válečky. Ložiska s kuličkami se nazývají kuličková ložiska. Ložiska s válečky se nazývají válečková ložiska nebo jehlová ložiska. Válečková a jehlová ložiska mají vysokou únosnost a mohou být tenčí než kuličková ložiska.
- Kluzná ložiska:
- Kluzná ložiska se někdy označují jako kluzně uložená ložiska. Někdy se jim také říká kovová ložiska, protože hřídel se přímo dotýká povrchu ložiska. Kluzná ložiska obsahují mazivo, které snižuje tření. Mazivový film brání otáčení hřídele na začátku otáčení. Jakmile se však otáčení ustálí, odpor se sníží, protože nedochází k mechanickému kontaktu. Protože při otáčení hřídele nedochází k žádnému kontaktu, otáčí se tento typ ložiska tiše a je schopen odolávat vysokým rychlostem otáčení a rázovému zatížení.

- A
- Kuličkové ložisko
- B
- Hřídel

- B
- Hřídel
- C
- Kluzné ložisko
- D
- Mazivo
Únosnost ložiska
Síly působící na ložiska se dělí na radiální, axiální a momentové zatížení.

- Radiální zatížení:
- Radiální zatížení působí ve směru kolmém na osu ložiska (obvodový směr rotujícího tělesa).

- Axiální zatížení:
- Axiální zatížení se také nazývá tahové zatížení; toto zatížení působí ve směru rovnoběžném s osou ložiska (axiální směr rotujícího tělesa).

- Momentové zatížení:
- Toto zatížení vzniká v důsledku excentricity ložiska nebo hřídele. Pokud je ložisko zatíženo momentem, jeho životnost se výrazně sníží.
Problémy s ložisky
Mezi typické problémy s ložisky patří opotřebení, vločkování, zadírání a odlupování. Mezi další problémy patří vrypy způsobené nárazem při montáži, pádu nebo přetížení ložiska, rozmazání způsobené nedostatečnou vůlí nebo přetížením a elektrolytická koroze způsobená špatným mazáním nebo chybnou montáží. Příčiny těchto problémů lze zjistit měřením a pozorováním povrchů.
V této části se seznámíte s podmínkami poškození, příčinami a protiopatřeními proti typickým problémům opotřebení, vločkování, zadírání a odlupování.
Opotřebení
Opotřebení může být způsobeno mnoha různými faktory a může se projevovat širokou škálou ložiskových jevů.
- Podmínky poškození:
- Povrch se opotřebovává, což vede ke změně rozměrů. Povrch je drsný nebo poškrábaný.
- Příčiny:
-
- Do maziva se dostal cizorodý pevný materiál
- Nedostatečné mazání
- Mezi aktivními plochami není dostatečná vůle.
- Protiopatření:
-
- Filtrujte mazivo nebo zlepšete kvalitu maziva či způsob mazání.
- Zlepšete těsnicí vlastnosti.
- Zvyšte rušení.
Vločkování
Vločkování je druh odlupování. Tento problém se vyskytuje na povrchu oběžných drah nebo na valivých plochách, když ložisko dosáhne konce své životnosti. Pokud se však tento problém vyskytne v rané fázi, je nutné okamžitě identifikovat příčinu a přijmout nějaké protiopatření.
- Podmínky poškození:
- Po celém obvodu dráhy se odlupují šupiny. Na povrchu oběžných drah tak zůstávají nerovnosti na rozteči kuliček.
- Příčiny:
-
- Nadměrné axiální zatížení způsobené poruchou montáže nebo bobtnáním hřídele.
- Do ložiska se dostal cizorodý materiál, nebo došlo ke korozi.
- Protiopatření:
-
- Zkontrolujte přesnost montáže.
- Optimalizujte zatížení. Zvyšte viskozitu maziva a zlepšete způsob mazání.
- Pokud se ložiska delší dobu nepoužívají, proveďte opatření proti korozi.
Zadírání
Zadírání je jev, který způsobuje lokální přilnavost povrchů v důsledku zahřívání. Tento problém se vyskytuje v axiálním směru.
- Podmínky poškození:
- Poškození má za následek zadření oběžných drah a valivých ploch.
- Příčiny:
-
- Nesprávná manipulace při montáži nebo demontáži ložiska.
- Nedostatek maziva nebo nedostatečné mazání kontaktních ploch způsobené nadměrným axiálním zatížením.
- Nadměrné předpětí. Prokluzování valivých prvků.
- Protiopatření:
-
- Zlepšete metody instalace a demontáže.
- Snižte zatížení a zlepšete mazivo a způsob mazání.
- Zlepšete těsnicí vlastnosti
Odlupování
Povrchy oběžných drah se v důsledku tření otupí. Tento problém se nejčastěji vyskytuje u jehlových ložisek. Odlupování se může také změnit na vločkování.
- Podmínky poškození:
- Povrch se odlupuje na velké ploše do hloubky několika μm až 10 μm.
- Příčiny:
-
- Nevhodné mazivo.
- Cizorodý materiál v mazivu.
- Nedostatečné mazání.
- Drsnost povrchů spojovaných dílů.
- Protiopatření:
-
- Zvolte vhodné mazivo.
- Filtrujte mazivo. Zlepšete drsnost dílů.
Problémy při konvenčním měření ložisek
Ve většině případů se problémy s ložisky vyskytují na vnějších a vnitřních oběžných drahách, v kuličkách a válečcích. Proto lze měřením těchto dílů zjistit výskyt opotřebení, vločkování, odlupování a dalších problémů.
Při konvenčním měření ložisek se používají systémy pro měření profilů. Protože však ložiska mají složité tvary, jsou s tím spojeny následující problémy při měření.
Problémy při měření ložisek pomocí systému pro měření profilů

Systém pro měření profilů měří a zaznamenává profil cíle sledováním jeho povrchu pomocí stylusu. V posledních letech byly vyvinuty systémy pro měření profilů, které místo stylusu používají k měření složitých tvarů bezkontaktním trasováním profilu laser. Některé modely jsou dokonce schopny měřit horní i spodní povrch.
U systému pro měření profilů je však nutné získat přesné měřicí linie pro měřený problém ložiska.
To zahrnuje následující problémy.
- Měření vyžaduje mnoho času, včetně času na upevnění vzorku na přípravek a jeho vyrovnání. Kromě toho jsou pro přesné vyrovnání cíle nutné znalosti a dovednosti související s používáním systému pro měření profilů.
- Stylus systému pro měření profilů se pohybuje nahoru a dolů v oblouku se středem v opěrném bodě ramene stylusu a hrot stylusu se pohybuje také ve směru osy X. To vede k chybám v údajích o ose X.
- Obkreslení požadované čáry pomocí stylusu je nesmírně obtížná práce a i malé posunutí stylusu způsobuje chyby v naměřených hodnotách.
- Zvýšení počtu cílů je složité i z důvodu nutnosti přesně určit konkrétní místa měření.
- Měřit lze pouze část cíle a vyhodnocení celého povrchu není možné.
Problémy při měření na souřadnicovém měřicím stroji

Pokud je měřená plocha malá, například 1 mm2, je velmi obtížné přesně změřit tvar nebo vytvořit sondou virtuální povrch. Kvůli malému počtu měřicích bodů je při měření malé plochy také obtížné určit přesný 3D tvar. Mnoho práce je navíc spojeno se souvisejícími úkoly, jako je tabulkové zpracování naměřených údajů a porovnání výsledků s výkresy.
Řešení problémů při měření ložisek
Systémy pro měření profilů se potýkají s problémy, jako je nemožnost identifikovat celý tvar, protože měření trojrozměrných cílů a ploch se provádí pomocí bodového nebo liniového kontaktu, a s nízkou spolehlivostí naměřených hodnot. Pro řešení těchto problémů s měřením vyvinula společnost KEYENCE optický 3D profilometr řady VR.
Řada VR přesně zachycuje 3D tvar celého povrchu cíle, aniž by došlo ke kontaktu s ním. Tento nástroj umožňuje uživateli přesně změřit celý povrch za pouhou 1 sekundu. Systém automaticky nastavuje rozsah a podmínky měření, čímž zajišťuje přesná kvantitativní měření bez rozdílů mezi jednotlivými uživateli. V této části jsou představeny některé konkrétní výhody řady VR.
Výhoda 1: Měří se celý povrch 3D tvaru.
Měření lze provádět jednoduše umístěním cíle na podložku a stisknutím tlačítka. Přesné polohování ani jiná příprava nejsou nutné. To umožňuje provádění vysoce přesných měření i operátorům, kteří nemají znalosti nebo zkušenosti s měřicími přístroji.
Na rozdíl od tradičních systémů pro měření profilů získává řada VR charakteristiky cíle na podložce a automaticky koriguje jeho polohu. Díky tomu může měření snadno a okamžitě provádět i operátor, který není s měřením obeznámen, aniž by bylo nutné pověřit měřením specializovaného operátora. Řada VR dokáže měřit také širokou plochu o rozměrech až 300 mm × 150 mm, což umožňuje měřit na podložce více cílů současně.
S řadou VR lze přesně změřit i cíl složitého tvaru, například ložisko, po pouhém umístění na podložku a stisknutí tlačítka.

Výhoda 2: Široká škála pomocných nástrojů eliminuje rozdíly v měření
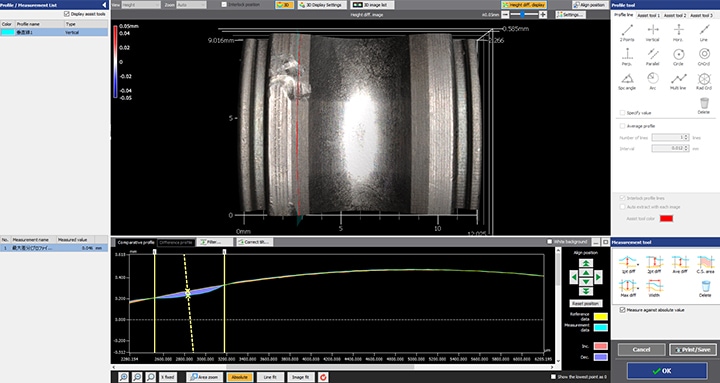
Pomocí nástrojů na obrazovce počítače lze na požadovaných místech naskenovaných 3D tvarových dat přesně nakreslit kolmé profilové čáry, čímž se eliminují odchylky ve výsledcích měření.

Široká škála pomocných nástrojů umožňuje jednoduché nastavení požadovaného obsahu měření. Například pomocí nástroje pro svislou základní linii lze snadno a přesně určit měřicí linii pro vnější průměr ložiska.








Kromě snadné konfigurace umožňují pomocné nástroje snadné ovládání systému i začátečníkům, takže i operátoři, kteří nejsou obeznámeni s měřením, mohou přesně měřit tvary během pouhé jedné sekundy. Díky tomu lze snadno zvýšit počet vzorků nejen pro prototypy a zkoušky, ale také pro měření a kontrolu produktů.
Shrnutí: Komplexní zlepšení problémů a vyšší účinnost měření tvaru ložisek
Řada VR dokáže přesně a okamžitě měřit 3D tvary cílů pomocí vysokorychlostního 3D skenování bez kontaktu s cílem. Dokonce i náročná měření, jako je měření opotřebení kuliček, válečků a oběžných drah, lze provést za pouhou jednu sekundu. Řada VR řeší všechny problémy spojené s konvenčními měřicími přístroji.
- Protože lze bezkontaktně snímat celý povrch, je možné měřit průřezy, kam se stylus nedostane. I malá ložiska lze měřit snadno a přesně.
- Široká škála pomocných nástrojů eliminuje odchylky způsobené lidským faktorem, což umožňuje skutečné kvantitativní měření.
- Bez nutnosti polohování nebo jiné přípravy lze měření provést pouhým umístěním cíle na podložku a stisknutím tlačítka. Díky tomu není pro měřicí práce nutné přidělovat specializovanou obsluhu.
- 3D tvary lze měřit snadno vysokou rychlostí a s vysokou přesností. To umožňuje měřit velký počet cílů v krátkém čase, což přispívá ke zlepšení kvality.
Tento systém také umožňuje porovnání s minulými daty 3D tvarů, daty CAD a snadnou analýzu dat, například rozložení v rámci tolerancí. Lze jej efektivně využít pro širokou škálu účelů včetně vývoje produktů, analýzy výrobních trendů a kontroly vzorků.
