Metoda okamžitého a přesného měření otřepů

Termín „otřep“ se běžně používá při lisování, řezání a dalších pracích při zpracování kovů, avšak pro osoby, které se těmito pracemi nezabývají, může být tento termín neznámý. Tato stránka vysvětluje, co jsou otřepy a proč vznikají. Uvádí také problémy při měření otřepů prováděném pro kontrolu kvality a řešení těchto problémů.
- Otřepy
- Typy a kategorie otřepů
- Problémy při konvenčním měření otřepů
- Řešení problémů při měření otřepů
- Shrnutí: Výrazné zlepšení a vyšší efektivita při měření složitých tvarů otřepů
Otřepy
Otřep je vyvýšená kovová hrana, která vzniká na povrchu řezu při stříhání a děrování pomocí lisu. Otřepy jsou také známé jako „třísky“.
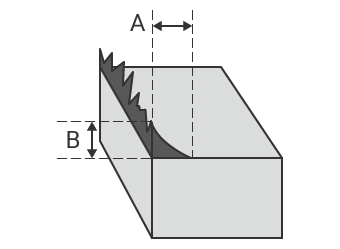
- A
- Tloušťka základny otřepu
- B
- Výška otřepů
Kontakt s otřepy ponechanými na hraně může vést k poranění ruky. Otřepy mohou také bránit správné montáži a spojování. Abyste těmto problémům předešli, je otřepy třeba odstranit leštěním hran. Pokud však otřepy nelze zcela odstranit, je nutné uvést výkresové pokyny týkající se ploch, na kterých jsou otřepy přípustné.
Velikost otřepu se udává podle výšky nebo tloušťky jeho základny.
Typy a kategorie otřepů
Kromě lisování, řezání a jiného obrábění se otřepy vytvářejí také různými dalšími metodami tváření, jako je odlévání, kování a lisování plastů. Otřepy lze rozdělit do následujících typů podle způsobu tváření a každý typ má své specifické příčiny.
Otřepy vzniklé při řezání nebo broušení
- [Způsob tváření]
- Obrábění (soustružení, frézování, vrtání, broušení)
- [Příčina]
- Při vzniku třísek docházelo v části materiálu k roztavení plastů.
Otřepy vzniklé stříháním
- [Způsob tváření]
- Zpracování plastů (stříhání, lisování)
- [Příčina]
- V části materiálu v mezeře mezi matricí a razníkem došlo k roztavení plastu.
Otřepy vzniklé při odlévání nebo lisování plastů
- [Způsob tváření]
- Odlévání, lisování plastů
- [Příčina]
- K roztavení plastu došlo v části povrchu materiálu na styčné ploše raznice nebo formy.
Otřepy vzniklé deformací plastů
- [Způsob tváření]
- Kování, válcování
- [Příčina]
- V části materiálu v místě otřepu nebo žlabu vznikla otrysková plocha.
Problémy při konvenčním měření otřepů
Otřepy překračující přípustný rozsah (toleranci) na lisovaných dílech mohou způsobit poruchy montáže (při montáži dílů), poruchy svařování (při spojování dílů) a poruchy spojů.
Měření a kontrola řezných ploch lisovaných dílů může zajistit kvalitu, montáž a spolehlivost dílu po expedici.
Při konvenčním měření otřepů vznikajících při lisování se používají systémy pro měření profilů. S touto metodou jsou však spojeny následující problémy.
Problémy při měření otřepů pomocí systému pro měření profilů
Systém pro měření profilů měří a zaznamenává profil cíle sledováním jeho povrchu pomocí stylusu. V posledních letech byly vyvinuty systémy pro měření profilů, které používají k měření složitých tvarů bezkontaktním trasováním profilu laser místo stylusu. Některé modely jsou dokonce schopny měřit horní i spodní povrch.
Systém pro měření profilů musí vytyčit přesnou linii měření tvaru měřených otřepů.
To zahrnuje následující problémy.


- Měření vyžaduje mnoho času, včetně času na upevnění vzorku na přípravek a jeho vyrovnání. K přesnému vyrovnání cíle jsou rovněž zapotřebí znalosti a dovednosti související s používáním systémů pro měření profilů.
- Stylus systému pro měření profilů se pohybuje nahoru a dolů v oblouku se středem v opěrném bodě ramene stylusu; hrot stylusu se pohybuje také ve směru osy X, což způsobuje chybu v údajích v ose X.
- Obkreslení požadované čáry pomocí stylusu je nesmírně obtížná práce a i malé posunutí stylusu způsobuje chyby v naměřených hodnotách.
- Zvýšení počtu cílů je složité i z důvodu nutnosti přesně určit konkrétní místa měření.
- Měřit lze pouze část cíle a vyhodnocení celého povrchu není možné.
Řešení problémů při měření otřepů
Měřicí přístroje, které se obvykle používají k měření otřepů, jsou omezeny na měření trojrozměrných cílů a ploch pomocí bodového nebo liniového kontaktu, což vede k nízké spolehlivosti naměřených hodnot. Pro řešení těchto problémů s měřením vyvinula společnost KEYENCE optický 3D profilometr řady VR.
Řada VR přesně zachycuje 3D tvar celého povrchu cíle, aniž by došlo ke kontaktu s ním. 3D skenování cíle na podložce lze provést za pouhou jednu sekundu, což umožňuje vysoce přesné měření 3D tvaru. Dokáže provádět okamžité a kvantitativní měření bez chyb ve výsledcích měření. V této části jsou představeny některé konkrétní výhody řady VR.
Výhoda 1: Měření celého povrchu pro analýzu celého tvaru.
S řadou VR získáte 3D informace o celém povrchu v rámci jediného měření. Uživatelé mohou určit celkový tvar cíle, včetně nejvyšších a nejnižších bodů. Vzhledem k tomu, že místa měření může kdokoli rychle identifikovat, odpadá nutnost provádět opakovaná měření, pokud není známo konkrétní místo, na které se má měření zaměřit. Měření lze provádět jednoduše umístěním cíle na podložku a kliknutím na tlačítko. Při žádném měření není třeba provádět žádné úpravy, takže lze dosáhnout stejných výsledků měření i u různých operátorů.

Na rozdíl od konvenčních měřicích přístrojů je řada VR schopna snadno měřit otřepy, které se tvoří na velké ploše, což dříve vyžadovalo mnoho času a úsilí. Její součástí jsou také měřicí nástroje, které umožňují snadno provádět různá měření. Díky tomu může měření snadno a okamžitě provádět i operátor, který není s měřením obeznámen, a není nutné, aby byl k měření přiřazen specializovaný operátor.

Výhoda 2: Rychlé a vysoce přesné měření.
Jediné měření, které pokrývá celý povrch, může být provedeno za pouhou jednu sekundu. Protože měření pomocí konvenčních měřicích přístrojů vyžaduje čas, nebylo snadné dosáhnout velkého nárůstu počtu vzorků.

Řada VR dokáže měřit cíle snadno a rychle. Lze ji použít pro vysoce přesné 3D měření pro širokou škálu účelů. Kromě vývoje a zkoušek ji lze použít také pro kontroly vzorků nebo 100% kontroly malých šarží nebo produktů s vysokou hodnotou. Může snížit počet vadných produktů, které projdou kontrolou, a umožňuje snadné vytváření zpráv. To přispívá k získání důvěry, aniž byste museli investovat nadměrné množství pracovních hodin.
Shrnutí: Výrazné zlepšení a vyšší efektivita při měření složitých tvarů otřepů
Řada VR dokáže přesně a okamžitě měřit 3D tvary cílů pomocí vysokorychlostního 3D skenování bez kontaktu s cílem. Dokonce i obtížná měření, jako je výška a umístění otřepů, lze provést za pouhou jednu sekundu. Řada VR dokáže vyřešit všechny problémy spojené s konvenčními měřicími přístroji.
- Protože se měří celá plocha, může řada VR snadno měřit širokou oblast. Lze provádět přesná vyhodnocení, která zajistí, že ani jemné otřepy nebudou přehlédnuty. Krátká doba měření umožňuje snadno zvýšit počet měřených vzorků.
- Tím se eliminují odchylky způsobené lidským faktorem, což umožňuje skutečné kvantitativní měření.
- Bez nutnosti polohování nebo jiné přípravy lze měření provést pouhým umístěním cíle na podložku a stisknutím tlačítka. Díky tomu není pro měřicí práce nutné přidělovat specializovanou obsluhu.
- 3D tvary lze měřit snadno vysokou rychlostí a s vysokou přesností. To umožňuje měřit velký počet cílů v krátkém čase, což přispívá ke zlepšení kvality.
Řada VR také umožňuje porovnání s minulými daty 3D tvarů a daty CAD a snadnou analýzu dat, například rozložení v rámci tolerancí. Lze jej efektivně využít pro širokou škálu účelů včetně vývoje produktů, analýzy výrobních trendů a kontroly vzorků.
