Okamžité a přesné měření výšky otřepů na plastových výliscích
Otřepy jsou typické tvarové vady, které se objevují při vstřikování plastů a u jiných plastových výlisků. Protože lisovací stroje je obtížné zastavit v přesných intervalech, jsou při vzniku otřepů na velkém množství lisovaných produktů nutné značné náklady na jejich odstranění. Pokud jsou výlisky s otřepy vyřazeny jako vadné produkty, výrazně se sníží výtěžnost. To vytváří velký tlak na ziskovou marži. Z těchto důvodů je nutné přesně měřit tvary a rozměry otřepů, aby bylo možné co nejrychleji zjistit příčiny a zabránit jejich opakování.
Otřepy vytvořené na lisovaných produktech mají trojrozměrný tvar, což ztěžuje jejich přesné měření pomocí konvenčních metod měření. V této části jsou vysvětleny základní poznatky o plastových otřepech a nejnovější metoda měření, která řeší problémy při konvenčním měření.
- Otřepy na plastových výliscích
- Metody odstraňování otřepů z plastových výlisků
- Příčiny vzniku otřepů na plastových výliscích a opatření proti nim
- Problémy při konvenčním měření výšky a tvaru otřepů
- Řešení problémů při měření výšky otřepů
- Souhrn
Otřepy na plastových výliscích
Otřepy jsou jedním z typických typů vad při lisování plastů. Tato tvarová vada vzniká, když roztavený plast vnikne do dělící čáry formy (vnější a vnitřní forma) nebo do mezer kolem vyhazovacích kolíků a ztuhne v nich.


Protože otřepy jsou nežádoucí výstupky na výlisku, mohou negativně ovlivnit kvalitu produktu. Mohou zhoršit vzhled produktu. Pokud jsou ostré, mohou způsobit i zranění. Při lisování součástí produktu mohou otřepy na plastových výliscích snižovat výkonnost při montáži. Z těchto důvodů lze otřepy odstraňovat pomocí nástrojů, pokud je odstraňování otřepů možné a nákladově efektivní.
Metody odstraňování otřepů z plastových výlisků
Odstraňování otřepů se provádí, pokud lze odstranit otřepy, které se tvoří na plastových výliscích, a pokud je počet předmětných produktů přiměřený. Odstraňování otřepů může být nutné také v případě, že se na tvarovaných produktech přijatých ze zahraničních továren vyskytují otřepy a produkty musí být použity, aby byl dodržen termín dodání.
Ruční odstraňování otřepů
Otřepy se odstraňují ručně, pokud je počet obrobků malý nebo pokud se otřepy nacházejí v místech, kde je nelze odstranit automatickými odjehlovacími stroji.
- Mezi ruční nástroje na odstraňování otřepů patří pilníky, frézy, nože a brusné kotouče.
- Termoplastické otřepy se odstraňují roztavením pomocí tepla pájky nebo jiného nástroje (tuto metodu lze použít, pokud jsou otřepy tenké a lisovaný produkt je silný).
- Otřepy se odstraňují po zkřehnutí zmrazením (tuto metodu lze použít, pokud jsou otřepy tenké a lisovaný produkt je silný).
S ohledem na materiál výlisku, vlastnosti výlisku a otřepů, zpracovatelnost a další faktory lze použít i jiné metody, jako jsou brusné nástroje a chemikálie.
Odjehlování pomocí strojů
Při lisování produktů do složitých tvarů může být vzhledem ke struktuře formy nutné do určité míry tolerovat výskyt otřepů v určitých místech. Na druhou stranu, pokud jsou tvary tvarovaných produktů jednoduché, může být odjehlování pomocí automatického odjehlovacího stroje nebo jiného stroje zařazeno jako jeden z kroků procesu lisování plastů.
- Otryskávání: Otřepy se odstraňují tak, že se tryskací materiál dostane do kontaktu s výlisky ve stroji. Odstraněné otřepy jsou automaticky zachycovány vestavěným odlučovačem prachu.
- Stroj pro řezání ultravysokotlakým vodním paprskem: Odstraňování otřepů se provádí pomocí vysokotlakých vodních paprsků na výlisky. Tento proces slouží také k čištění lisovaných produktů.
- Ultrazvuková řezačka: Čepel vibrující na ultrazvukové frekvenci se dotýká otřepů a odstraňuje je. Protože mikrovibrační nůž přichází do styku s termoplastickým plastem, který byl změkčen teplem z molekul plastu, je možné odstranit otřepy bez výrazného zatížení výlisků.
Kromě výše uvedených typů automatických odjehlovacích strojů existují i další typy. Typ stroje se vybírá podle vlastností termoplastů, termosetových plastů nebo jiných plastů používaných pro lisované produkty a také podle faktorů, jako je velikost, tvar a trvanlivost lisovaných produktů.
Určení tvarů a rozměrů je efektivní pro vhodné odjehlení
Pro výběr metody odjehlování a rozhodnutí o vhodném odjehlovacím stroji je důležité získat co nejvíce informací o otřepu. Otřepy mají trojrozměrné tvary, i když jsou tenké. V mnoha případech je proto obtížné přesně změřit jejich výšku a tvar pomocí konvenčních měřicích přístrojů. Tyto problémy při měření otřepů a jejich řešení budou vysvětleny později.
Příčiny vzniku otřepů na plastových výliscích a opatření proti nim
Pokud se vyskytne větší množství vadných plastových výlisků způsobených neočekávanými otřepy, vyžádá si to velké množství člověkohodin a nákladů na odstranění otřepů. Proto je rozhodně nejlepší předcházet vzniku otřepů a zdokonalovat procesy, aby se otřepy neopakovaly.
V této části jsou vysvětleny příklady typických příčin vzniku otřepů při vstřikování a protiopatření, jak jim předcházet.
Příklady příčin vzniku otřepů při vstřikování plastů
- Nízký tlak při uzavírání formy ve srovnání s tlakem při vstřikování roztaveného plastu
- Snížená přesnost dělící čáry mezi formami (vnější a vnitřní forma)
- Nadměrně vysoká průtočnost roztaveného plastu (potenciálně způsobená příliš vysokou teplotou formy nebo roztaveného plastu).
- Mezery mezi plísněmi způsobené napětím nebo jinými faktory.
- Nerovnováha v množství vstřikovaného roztaveného plastu, uzavírací síle formy a vstřikovacím tlaku
- Nerovnováha mezi promítanou plochou uvnitř formy a uzavírací silou formy (síla, která udržuje tlak)
- Napjatá nebo nakloněná lisovací deska ve vstřikovacím stroji
Otřepy mohou vznikat i z mnoha jiných příčin.
Příklady protiopatření proti otřepům při vstřikování plastů
- Zvyšte uzavírací tlak formy nebo snižte tlak vstřikování plastu.
- Upravte formy tak, aby byly v místě dělící čáry pevně uchyceny.
- Vylepšete formy pomocí vložek, svařování nebo jiných prostředků, abyste odstranili mezery mezi vnější a vnitřní formou.
- Použijte přítlak, který je vhodný pro předpokládanou plochu formy, a nastavte jej při kontrole rovnováhy se silou uzavření formy.
- Teplota formy může být vyšší než teplota nastavená řídicí jednotkou. Při měření skutečné teploty formy upravte nastavení teploty.
- Pokud je tok plastu na vtoku formy špatný, nadměrné zvýšení teploty a tokové vlastnosti plastu zvýší pravděpodobnost, že plast vyteče z dělící čáry. Proto zkontrolujte a vylepšete bránu formy na základě vhodné teploty plastu.
Protože přesnost formy a lisovacího stroje, uzavírací tlak formy, teplota a tlak formy a plastu a další faktory spolu souvisejí, je klíčem k účinným protiopatřením kontrola a korekce těchto faktorů z komplexního hlediska.
Zvažování protiopatření na základě tvarů otřepů na vadných produktech
Otřepy, které se objevují na lisovaném produktu, mohou napovědět, co je jejich příčinou. Výška a tloušťka otřepů může kromě označení problematických částí formy indikovat velikost mezery dělicí čáry a vlastnosti toku roztaveného plastu, zatímco úhel zúžení otřepů může indikovat namáhání formy nebo lokální snížení přesnosti formy.
Přesná identifikace míst, tvarů a rozměrů otřepů na vadných výrobcích umožňuje získat důležité informace pro provádění zlepšení a opatření k zabránění jejich opakování.
Problémy při konvenčním měření výšky a tvaru otřepů
Jak bylo uvedeno v předchozí části, přesné měření tvarů a rozměrů otřepů na plastových výliscích může pomoci určit místa a příčiny vzniku otřepů, zabránit jejich opakovanému vzniku a rozhodnout o podmínkách odstraňování otřepů. Měření výšky trojrozměrných otřepů pomocí konvenčních systémů pro měření profilů nebo mikroskopů zahrnuje následující problémy.
Problémy při měření výšky a tvaru otřepů pomocí systému pro měření profilů


Měření výšky otřepů pomocí systému pro měření profilů zahrnuje následující problémy:
- Měření vyžaduje mnoho času, včetně času na upevnění cíle na přípravek a jeho vyrovnání. K přesnému vyrovnání cíle jsou rovněž zapotřebí znalosti a dovednosti související s používáním systémů pro měření profilů.
- Při měření otřepů v zapuštěných místech je obtížné vysledovat požadovanou polohu měření pomocí stylusu. I nepatrné posunutí stylusu způsobuje odchylky v naměřených hodnotách.
- Je obtížné nakreslit profilovou čáru, která prochází maximálním bodem válcovitého cíle.
- Stylus se pohybuje nahoru a dolů v oblouku se středem v opěrném bodě ramene stylusu a hrot stylusu se pohybuje také ve směru osy X. To vede k chybám v údajích o ose X.
Problémy při měření výšky a tvaru otřepů pomocí mikroskopu

Na rozdíl od systémů pro měření profilů mohou mikroskopy zachytit informace o „povrchu“. Šířku drážky lze měřit určením velikosti pohybu kulisy a hloubku lze měřit také určením velikosti nastavení zaostření. Měření pomocí mikroskopu je však spojeno s následujícími problémy.
- Při pozorování otřepů na plastových výliscích při velkém zvětšení je kvůli úzkému zornému poli obtížné identifikovat celý tvar otřepu.
- Protože měření závisí na lidských očích, dochází k odchylkám výsledků měření v závislosti na obsluze.
- Protože mikroskopy nejsou původně určeny jako měřicí přístroje, nemusí být schopny kvantifikovat výsledky měření nebo poskytovat spolehlivé naměřené hodnoty.
Řešení problémů při měření výšky otřepů
Plastové výlisky a otřepy, které se na nich tvoří, mají trojrozměrný tvar, což ztěžuje jejich přesné měření konvenčními metodami měření. Velkým problémem je také skutečnost, že měření vyžaduje zručnost a mnoho času a práce.
Pro řešení těchto problémů při měření výšky otřepů vyvinula společnost KEYENCE optický 3D profilometr řady VR.
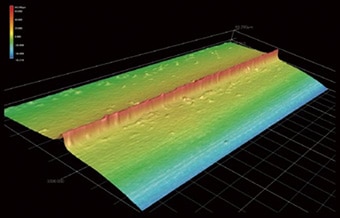
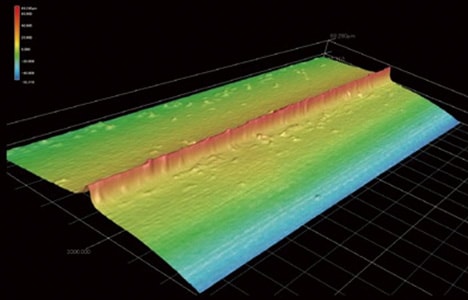
Řada VR přesně zachycuje 3D tvar celého povrchu cíle, aniž by došlo ke kontaktu s ním. 3D skenování cíle na podložce může být dokončeno za pouhou jednu sekundu, což umožňuje vysoce přesné měření 3D tvaru. Dokáže provádět okamžité a kvantitativní měření bez chyb ve výsledcích měření. V této části jsou představeny některé konkrétní výhody řady VR.
Výhoda 1: Kompletní měření za jednu sekundu. 3D tvar celého cílového povrchu lze přesně zachytit jediným měřením.
Řada VR okamžitě získá data o 800 000 bodech povrchu jediným skenováním za pouhou jednu sekundu. Jednoduchými a intuitivními operacemi lze na požadovaných místech v přesných datech nakreslit různé profilové čáry, jako jsou lineární, rovnoběžné a kolmé čáry. Díky možnosti přesného měření profilu mohou uživatelé okamžitě získat podrobné údaje, které jsou nezbytné pro identifikaci příčin otřepů.
I po měření lze provádět měření profilů různých dílů s využitím minulých dat velkoplošného 3D skenování bez nutnosti znovu nastavovat a skenovat cíl.
Maximální a minimální nerovnosti povrchu (výška, hloubka) v získaném 3D tvaru lze zobrazit v barevné mapě pro přehlednou vizualizaci vadných míst v celém cíli.
Kromě toho lze vedle sebe porovnávat naměřená data z více cílů a aplikovat požadované podmínky na více souborů dat najednou. To vede k výraznému snížení počtu hodin práce a zvýšení efektivity práce.

Výhoda 2: Možnost kontroly a měření otřepů na velké ploše.
Při kontrolách otřepů je často nutné zjistit maximální výšku otřepu. Vzhledem k tomu, že umístění nejvyššího otřepu se u každého jednotlivého cíle liší, je nutné získat data pro celou měřenou oblast. Řada VR dokáže měřit širokou plochu (až 11,81 × 5,91 palce), což umožňuje rychlé a přesné měření špiček otřepů jednoduchou operací.

Měření 3D tvaru lze snadno provést pouhým umístěním cíle na podložku a stisknutím tlačítka. Protože je možné automatické nastavení polohy na základě údajů o cílových prvcích, není nutné přísné vyrovnání nebo polohování. Tato řada také obsahuje první funkci Inteligentní měření v odvětví, která automaticky nastavuje rozsah měření a posouvá podložku podle velikosti cíle. Tím odpadá práce, která byla nutná pro nastavení délky měření a rozsahu Z.
Široká škála pomocných nástrojů umožňuje jednoduchou a intuitivní konfiguraci požadovaných podmínek měření.
Kromě snadné konfigurace umožňují pomocné nástroje snadné ovládání systému i začátečníkům, takže i operátoři, kteří nejsou obeznámeni s měřením, mohou provést přesné měření během pouhé jedné sekundy. Kromě účelů, jako je výzkum, vývoj a zkoušky forem, to umožňuje snadno zvýšit počet vzorků nebo provádět analýzu trendů pro měření a kontrolu během komerční výroby.









Souhrn
Řada VR dokáže přesně a okamžitě měřit 3D tvary cílů pomocí vysokorychlostního 3D skenování bez kontaktu s cílem. Kromě 3D měření celého plastového výlisku dokáže řada VR provést složitá měření, jako je jemná výška otřepů a tvar nerovností povrchu, již za jednu sekundu.
Použití řady VR řeší všechny problémy spojené s konvenčním měřením.
- Maximální výšku a tvar otřepů na velké ploše (až 11,81 × 5,91 palce) lze zobrazit v barevné mapě.
- Po dokončení skenování lze kdykoli provést měření profilu libovolné části a porovnání více sad dat.
- Bez nutnosti polohování nebo jiné přípravy lze měření provést pouhým umístěním cíle na podložku a stisknutím tlačítka. Díky tomu není pro měřicí práce nutné přidělovat specializovanou obsluhu.
- Protože 3D tvary lze snadno měřit vysokou rychlostí a s vysokou přesností, lze v krátkém čase změřit velké množství vzorků. To je užitečné pro zvýšení kvality.
- Tím se eliminují odchylky způsobené lidským faktorem, což umožňuje skutečné kvantitativní měření.
Tento systém umožňuje porovnání s daty CAD a snadnou analýzu dat, například rozložení v rámci tolerancí. Kromě výzkumu, vývoje a zkoušek forem jej lze efektivně využít v široké škále situací na pracovištích lisování plastů, včetně kontrol vzorků po zahájení komerční výroby a analýzy příčin výskytu vad.
