Měření úhlu náklonu

Úhel náklonu je úhel mezi břitem řezného nástroje a třískami po řezání. To má velký vliv na řeznou odolnost, emise třísek, řezné teplo a životnost. Kontrola a řízení náklonu řezného nástroje je zásadní pro zajištění správného obrábění. Úhel náklonu lze přitom konvenčními nástroji měřit obtížně. Tento článek vysvětluje základní poznatky o úhlu náklonu a představuje nejnovější technologie používané k přesnému měření úhlu náklonu.
- Úhel náklonu
- Kladný a záporný úhel náklonu při frézování kulovou frézou
- Vztah mezi úhlem řezného nástroje, úhlem náklonu a úhlem odlehčení
- Problémy při konvenčním měření úhlu náklonu
- Řešení problémů při měření úhlu náklonu
- Souhrn
Úhel náklonu
Hrot nasazený na konci bitu řezného nástroje má úhel náklonu navržený tak, aby umožňoval odtok třísek při řezání obrobku. Úhel náklonu je úhel, který svírá cílový povrch řezaného obrobku (referenční povrch) s povrchem (povrch záběru), po kterém odtékají třísky při obrušování cílového obrobku řezným nástrojem.
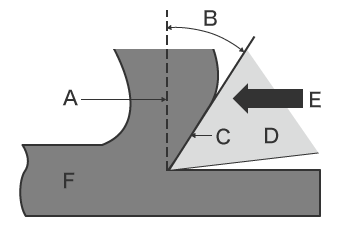
- A
- Referenční povrch (třísky po řezání)
- B
- Úhel náklonu
- C
- Povrchu záběru
- D
- Špička (bit řezného nástroje)
- E
- Směr řezu
- F
- Obrobek
Pro informaci: úhel hrany bitu nástroje se nazývá úhel řezného nástroje. Povrch na opačné straně (na obrázku spodní strana), než je hrot (řezný nástroj), se nazývá povrch odlehčení. Úhel, který svírá s obrobkem, se nazývá úhel odlehčení. Jedná se o úhel, který je nutný k tomu, aby nedocházelo k přesahu mezi nástrojem a obrobkem.
Kladný a záporný úhel náklonu při frézování kulovou frézou

Kulové frézy se používají k vytváření tvarů a otvorů při frézování a mohou řezat různé materiály v několika směrech. Kulová fréza se obecně popisuje jako kladný nebo záporný tvar podle úhlu sklonu břitu.
Ve většině případů se volí kladný tvar s menším řezným odporem vůči bitu. Při řezání tvrdých obrobků, jako je ocel vysoké tvrdosti, kde je vyžadována pevnost bitu, lze použít frézu se záporným náklonem. Rozdíly mezi kladným a záporným tvarem naleznete níže.
Kladný tvar

- A
- Úhel náklonu = kladný
- B
- Povrch záběru (zadní strana bitu nástroje)
- C
- Hrana bitu nástroje
- D
- Povrch odlehčení
- Charakteristiky kladného úhlu náklonu
-
- Řezná čepel je ostrá a řezný odpor je malý.
- Vynikající drsnosti řezné plochy lze dosáhnout i při obrábění nízkou rychlostí.
- Vhodný pro měkké materiály nebo obrobky, které se snadno opracovávají (měď, hliník, nerezová ocel, plast, surový materiál, tepelně zpracovaná ocel).
Záporný tvar

- A
- Úhel náklonu = záporný
- B
- Povrch záběru (zadní strana bitu nástroje)
- C
- Hrana bitu nástroje
- D
- Povrch odlehčení
- Charakteristiky záporného úhlu náklonu
-
- Při obrábění nízkou rychlostí je řezný odpor vysoký, ale drsnost řezné plochy se snižuje.
- Při obrábění vysokou rychlostí se dosahuje vynikající drsnosti řezné plochy.
- Vhodný pro tvrdé materiály, u kterých hrozí odštípnutí (ocel s vysokou tvrdostí nebo litina).

U kulové frézy s půlkulovou špičkou lze jádro bitu zesílit použitím záporného tvaru úhlu šroubovice bitu. To umožňuje dosáhnout vysoké tuhosti.
Vztah mezi úhlem řezného nástroje, úhlem náklonu a úhlem odlehčení
Během řezání se řezný nástroj (obvykle nástroj z tvrdého kovu) zanořuje do obrobku, aby řezal, tvaroval a odebíral materiál.
Je třeba brát v úvahu nejen úhel řezného nástroje, ale také zajistit správné nastavení úhlu náklonu, aby třísky po řezání odtékaly správným směrem. Kromě toho je třeba správně nastavit úhel odlehčení, aby se zabránilo kontaktu nástroje s hotovým povrchem po řezání. Základní vztahy mezi jednotlivými úhly jsou shrnuty níže.
Úhel řezného nástroje
Při řezání materiálů s vysokou tvrdostí je důležité zvýšit úhel řezného nástroje. Pokud je úhel řezného nástroje příliš malý, může dojít k odštípnutí nebo prasknutí. Při řezání měkkého materiálu nebo materiálu s vysokou svařovací schopností je třeba snížit úhel řezného nástroje, aby se zlepšil řezný výkon.
Úhel náklonu
Úhel náklonu určuje tloušťku třísky a směr proudění.
Čím větší je úhel náklonu, tím menší je úhel střihu třísek. S klesajícím úhlem střihu se třísky ztenčují. Tím se snižuje řezná síla a teplota řezu, což v konečném důsledku snižuje opotřebení nástroje. Pokud je úhel náklonu příliš velký, může to snížit pevnost břitu nástroje a způsobit jeho prasknutí při obrábění tvrdých materiálů.
Pro řezání tvrdých materiálů je vhodné použít nástroj se záporným úhlem náklonu, jak je vysvětleno v příkladu výše. Záporný úhel náklonu by mohl způsobit, že na povrch obrobku budou proudit třísky, což způsobí řezání materiálu na nežádoucích místech. Tyto třísky na povrchu záběru se nazývají „mrtvý kov“. Při použití tohoto typu nástroje je třeba dbát zvýšené opatrnosti, protože může ovlivnit podmínky vzniku třísek, životnost nástroje a drsnost výsledného povrchu.
Úhel odlehčení
Úhel odlehčení je nutný k tomu, aby nedocházelo k rušení mezi nástrojem a obrobkem. Příliš velký úhel odlehčení snižuje pevnost břitu řezného nástroje a zvyšuje jeho náchylnost k mechanickým rázům. Velký úhel odlehčení přitom nevede k rozšiřování šířky opotřebení na odlehčeném povrchu ani při postupujícím opotřebení. To má tu výhodu, že se snižuje pravděpodobnost vzniku vibrací. Při řezání tvárných materiálů (např. hliníkových slitin) se zvětšením úhlu odlehčení sníží pravděpodobnost ulpívání třísek na povrchu odlehčení.
Úhel v každé části nástroje úzce souvisí s účinností obrábění obrobku, přesností, kvalitou povrchové úpravy a životností nástroje. Vzhledem k tomu, že v důsledku opotřebení nástroje může docházet ke změnám těchto úhlů, je měření tvaru nástroje velmi důležité pro udržení a zlepšení kvality a efektivity obrábění.
Problémy při konvenčním měření úhlu náklonu
Přesné měření úhlu náklonu je nesmírně důležité, protože nesprávný úhel náklonu může způsobit opotřebení nástroje, přilnutí „mrtvého kovu“, vadu drsnosti hotového povrchu a zkrácení životnosti nástroje.
Pro konvenční měření úhlu náklonu se používá systém pro měření profilů nebo mikroskop. Tyto metody jsou však spojeny s následujícími problémy.
Problémy při měření úhlu náklonu pomocí systému pro měření profilů
Systém pro měření profilů měří a zaznamenává profil cíle sledováním jeho povrchu pomocí stylusu.
V posledních letech byly vyvinuty systémy pro měření profilů, které místo stylusu používají k měření složitých tvarů bezkontaktním trasováním profilu laser. Některé modely jsou dokonce schopny měřit horní i spodní povrch.
Měření úhlu náklonu nástroje pomocí systému pro měření profilů zahrnuje následující problémy.
- Protože je úhel příliš malý, může se stát, že se stylus odpojí od cíle a nebude možné změřit správnou hodnotu.
- Pokud je provedeno přeleštění povrchu náklonu, je obtížné posoudit, zda byly úpravy účinné, když se vyhodnocení měření provádí na čáře.
Řešení problémů při měření úhlu náklonu
U běžných měřících strojů může upevnění cíle pomocí přípravku vyžadovat mnoho času. Protože se měření provádí bodovým nebo liniovým kontaktem na trojrozměrném cíli nebo ploše, vzniká navíc problém s výběrem cíle nebo měřicích bodů.
Pro řešení těchto problémů s měřením vyvinula společnost KEYENCE optický 3D profilometr řady VR.
Tento nástroj přesně zachycuje 3D tvar celého povrchu cíle, aniž by došlo ke kontaktu s ním. Měří také 3D tvar pomocí 3D skenování cíle na podložce, a to již za jednu sekundu a s vysokou přesností. Dokáže provádět okamžité a kvantitativní měření bez chyb ve výsledcích měření. V této části jsou představeny některé konkrétní výhody řady VR.
Výhoda 1: Bezkontaktní 3D měření tvaru je možné s vynikajícími úhlovými charakteristikami.
Konvenční měřicí přístroje jsou omezeny na snímání bodů nebo čar pomocí stylusové sondy. To ztěžuje měření cílů, které mají ostré úhly, jsou malé nebo mají složité tvary.
Řada VR umožňuje okamžité skenování celého povrchu dílu a bezkontaktní 3D měření tvaru. To umožňuje vynikající vykreslení charakteristik cílového úhlu díky možnosti okamžitého zachycení přesných profilových dat pro celý 3D tvar. Kromě toho poskytuje VR mnoho výhod pro měření nástrojů, jako jsou kulové frézy, jejichž tvary a úhlové charakteristiky jsou jemné a složité.


Výhoda 2: Měření jsou sledovatelná podle národních norem.

Řada VR okamžitě a přesně snímá cílový tvar a měří jej.
Výsledky měření jsou založeny na systému sledovatelnosti, který je propojen s národní normou.
Měřidlo XYZ, které splňuje podmínky sledovatelnosti, je propojeno se normovanou stupnicí certifikované laboratoře JCSS, což umožňuje kdykoli provést přesnou kalibraci na místě. Tím je zajištěno vysoce spolehlivé měření, které je v souladu s normou.
Souhrn
S řadou VR lze měřit 3D tvar cíle okamžitým bezkontaktním skenováním. Úhel náklonu nástroje, který je potřebný pro správné obrábění, lze snadno a přesně změřit pouhým umístěním nástroje na podložku a kliknutím na jediné tlačítko. Výhody používání řady VR jsou následující.
- Na rozdíl od konvenčních kontaktních měřicích systémů dokáže řada VR provádět přesná měření bez ohledu na tvar nebo velikost cíle nebo úhlové charakteristiky měřeného místa.
- Výsledky měření jsou navázány na národní normy, což zajišťuje spolehlivé měření tvaru. To je něco, co je u digitálního mikroskopu považováno za nemožné. Kromě toho lze systém kdykoli snadno kalibrovat.
Řada VR dokáže okamžitě a přesně měřit tvar nástroje, včetně úhlu náklonu, což zlepšuje kvalitu obrábění, efektivitu a životnost nástroje.
Kromě nástrojů dokáže měřit také přesný 3D tvar obrobků. Řadu VR lze označit za nástroj, který výrazně zvyšuje efektivitu všech souvisejících pracovních procesů na obráběcím pracovišti, stejně jako kvalitu a produktivitu.
