Šrouby a vruty Měření tvaru pod hlavou
Šrouby a vruty se vyrábějí v mnoha typech a dělí se podle délky, tloušťky, tvaru a účelu. Existují produkty, u nichž jsou tyto vlastnosti standardizovány, a také speciální produkty, které jsou určeny pro konkrétní účel. Pro všechny šrouby a vruty je společné, že musí být opracovány s vysokou přesností v tolerancích, které jsou stanoveny v normách nebo v konstrukci.
V této části jsou vysvětleny základní poznatky a funkce části pod hlavou, která vyžaduje nejvyšší úroveň přesnosti, a také problémy při jejím měření a jejich řešení.
- Prostor pod hlavou
- Struktura závitu šroubu
- Rozdíl mezi plnými a polovičními závity
- Funkce kulatého tvaru pod hlavou
- Problémy při konvenčním měření kulatého tvaru pod hlavou
- Řešení pro měření šroubů a vrutů
- Shrnutí: Výrazné zlepšení a vyšší efektivita měření tvaru šroubů a vrutů
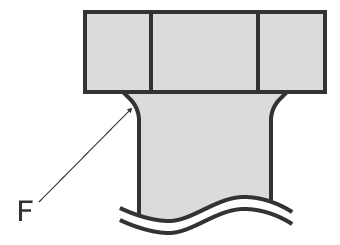
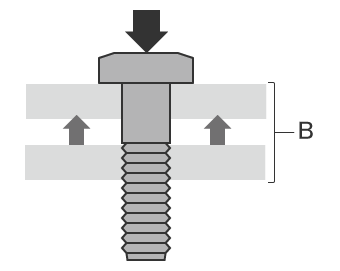
Prostor pod hlavou
Plocha povrchu je důležitým ukazatelem při hodnocení funkčnosti, stejně jako textura, přilnavost, kluznost, rozptyl tepla a drsnost. Měření plochy povrchu může poskytnout informace o mnoha klíčových vlastnostech výkonu šroubu.
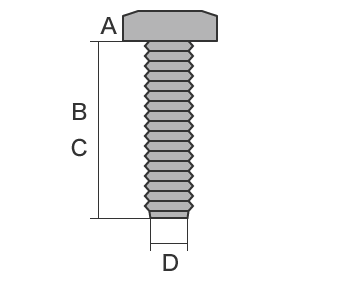
- A
- Hlava
- B
- Prostor pod hlavou
- C
- Délka závitu (délka pod hlavou)
- D
- Průměr závitu
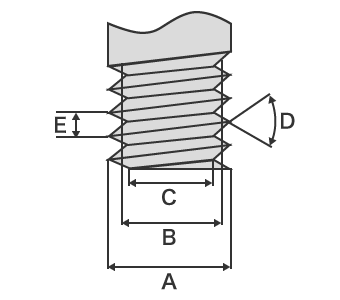
- A
- Vnější průměr
- B
- Efektivní průměr
- C
- Průměr jádra
- D
- Úhel závitu šroubu
- E
- Stoupání
- F
- Kulatý tvar pod hlavou
Struktura závitu šroubu
Závit je linie pravoúhlého trojúhelníkového tvaru, která spirálovitě obtáčí válec. Tato linie se nazývá šroubovice a pro hřeben a dřík ve tvaru spirály se používají různé struktury, které mění třecí sílu, pevnost nebo přesnost.
Vzdálenost, o kterou se šroub nebo vrut posune v axiálním směru při jednorázovém pootočení, se nazývá předstih. U šroubu s jedním závitem je předstih roven stoupání. Úhel, který svírá délka jedné otáčky závitů vzhledem k vedení, je úhel vedení.
- A
- Šroubovice
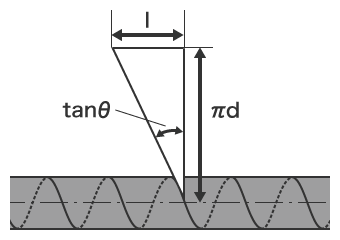
- tan θ
- Úhel vedení
- l
- Vedení (mm)
- π d
- Délka jedné otáčky závitu (mm)
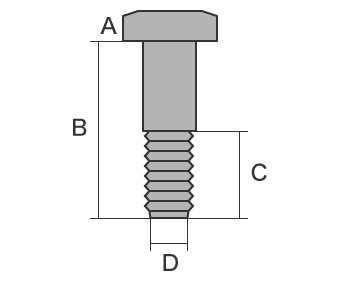
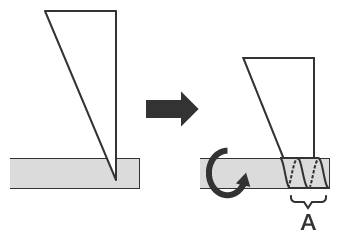
Rozdíl mezi plnými a polovičními závity
Nejdůležitější funkcí závitů šroubů a vrutů je upevňovací síla (kotevní síla vznikající při utahování šroubu nebo vrutu). Vytváří také sílu, která drží díly pohromadě. „Plné závity“ obsahují závity na celé spodní ploše a „poloviční závity“ obsahují závity pouze na omezené ploše.
Protože plné závity mají silnou upevňovací sílu, vytvářejí silnou kotevní sílu. Pokud je však mezi dvěma deskami mezera, není možné je spojit a mezeru odstranit. Naproti tomu poloviční závity mohou působit upevňovací silou buď na jednu, nebo na druhou desku a používají se ke spojování dvou dílů bez mezery mezi nimi.
Příklad: Upevnění dvou desek k sobě
Po úplném dotažení šroubu nebo vrutu s plným závitem zůstává mezera.
Při použití polovičních závitů působí šroubovací síla pouze na jednu desku, čímž ji přitahuje k druhé desce a eliminuje mezeru.
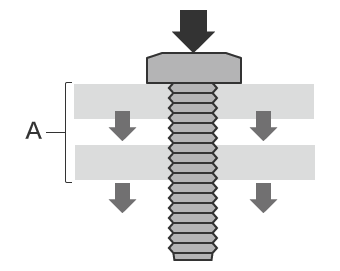
- Upevňovací síla
- Síla působící na desku
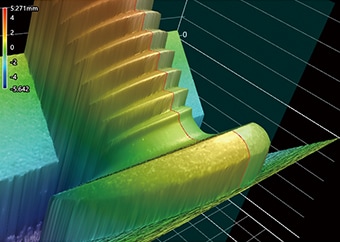
Funkce kulatého tvaru pod hlavou
V důsledku náhlé změny průřezu v hlavové a spodní části dochází ke koncentraci napětí, která může způsobit odlomení hlavy v důsledku únavového lomu. Aby se tomu předešlo, provádí se obrábění, při kterém se vytvoří kulatý tvar pod hlavou. Únavovou pevnost lze dále zvýšit vytvořením zaobleného rohu a odstraněním nerovností na povrchu. Nedávné studie ukázaly, že kombinace zaobleného tvaru a zúžené hrany je nejúčinnějším opatřením proti koncentraci napětí.
Kulatý prostor pod hlavou se používá pro šrouby leteckých motorů, kde je vyžadováno vysoce přesné opracování válcováním a kde je potřeba obzvláště vysoká pevnost.
Problémy při konvenčním měření kulatého tvaru pod hlavou
Kvalita šroubů a vrutů se díky pokroku ve výrobním inženýrství zlepšila, je však obtížné zcela zabránit výskytu vad. Pokud se vyskytne problém, jako jsou otřepy, praskliny, odštípnutí, deformace, rozměrová odchylka nebo tvarová vada kruhové spodní části, nejenže díl není schopen plnit svou funkci upevňovacího dílu, ale může dojít k poškození produktu, kde je šroub nebo vrut použit. Představíme zde běžné vady, které se vyskytují při výrobě šroubů a vrutů, a příčiny jejich vzniku.
Obtíže při měření – optický komparátor

Optický komparátor je typ optického měřicího přístroje, jehož princip měření je podobný principu optického mikroskopu. Tento měřicí přístroj vyzařuje světlo zespodu cíle, který je umístěn na podložce, a promítá profil cíle na obrazovku. Některé velké optické komparátory mají průměr obrazovky větší než 1 m. Při měření kulatého tvaru pod hlavou je nutné přesně umístit cílový šroub nebo vrut.
- Vzhledem k tomu, že tvar je trojrozměrný, je obtížné zaměřit světlo na celý povrch části pod hlavou. Je také obtížné definovat rozsah zaoblení podhledu na 2D projekčním snímku a u různých operátorů může docházet k odchylkám v naměřených hodnotách. Navíc rozdíly mezi promítanými rozměry a výkresem nelze získat v číselné podobě a tvar profilu je třeba přenést na křídový papír, což ztěžuje ukládání a porovnávání údajů.
- Protože optický komparátor získává průřez pozorovaný pouze ze směru kolmého na řeznou plochu, musí být cílový šroub nebo vrut umístěn tak, aby byla vidět kulatá část pod hlavou, a pro měření musí být přesně vyrovnán. Problémem je však nejednotnost v umístění cíle.
Výše uvedené problémy ztěžují získání přesných a opakovatelných výsledků měření.
Obtíže při měření – profilometr
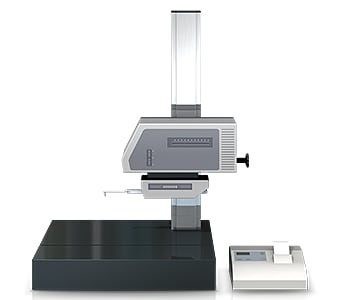
Profilometr měří a zaznamenává profil cíle sledováním jeho povrchu stylusem. V posledních letech byly vyvinuty systémy pro měření profilů, které používají k měření složitých tvarů bezkontaktním trasováním profilu laser místo stylusu. Některé modely jsou dokonce schopny měřit horní i spodní povrch.
Při měření šroubu nebo šroubu pomocí systému pro měření profilů musí být díl umístěn tak, aby byl ve vodorovné poloze.
Při měření profilometrem se běžně vyskytují následující problémy:
- Měření je časově náročné, včetně času potřebného k upevnění cíle a jeho vyrovnání.
- Stylus systému pro měření profilů se pohybuje nahoru a dolů v oblouku se středem v opěrném bodě ramene stylusu a hrot stylusu se pohybuje také ve směru osy X. To vede k chybám v údajích o ose X.
- Obkreslení požadované čáry pomocí stylusu je nesmírně obtížná práce a i malé posunutí stylusu způsobuje chyby v naměřených hodnotách.
Řešení pro měření šroubů a vrutů
Používání obvykle používaných měřicích přístrojů je časově náročné a ty to přístroje vyžadují subjektivní rozhodnutí při upevňování a vyhodnocování, které ovlivňuje naměřené údaje. Pro řešení těchto problémů s měřením vyvinula společnost KEYENCE optický 3D profilometr řady VR.
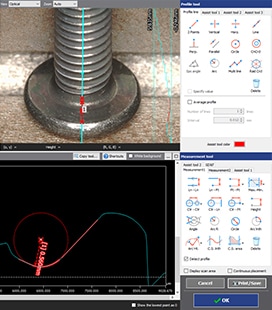
Řada VR přesně zachycuje 3D tvar celého povrchu cíle, aniž by došlo ke kontaktu s objektem. Řada VR nevyžaduje speciální upevnění ani subjektivní rozhodování, takže přesná měření může provádět jakýkoli operátor.
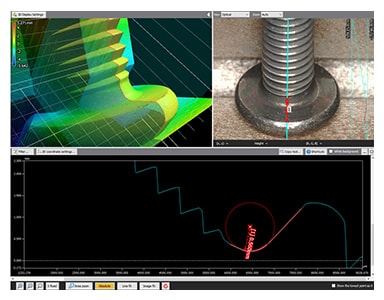
Výhoda 1: Zachycuje data po celé ploše
Společnost KEYENCE plně přezkoumala měřicí algoritmy a hardware, což umožňuje skenování celého povrchu za pouhou jednu sekundu. Měření lze automaticky provádět na požadovaných cílových bodech, jako je kulatý tvar pod hlavou a stoupání závitu.
Díky působivé rychlosti měření dosahující jedné sekundy umožňuje řada VR podstatně zvýšit počet měřených vzorků a zkrátit dobu práce. To vede ke zlepšení kvality měření, umožňuje přeřazení kontrolních pracovníků na pozice výrobních operátorů a pomáhá zvýšit objem výroby. To také zvyšuje rychlost všech měřicích úloh, jako je vyhodnocování prototypů a přepravní kontroly.

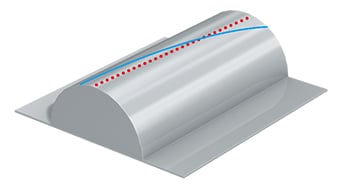
Výhoda 2: Žádné rozdíly mezi operátory
Řada VR dokáže automaticky extrahovat válcový tvar šroubu nebo vrutu a zajistit, aby linie měření profilu byla vykreslena přímo ve středu. Tím se eliminují odchylky ve výsledcích měření a zajistí se, že různí operátoři dosáhnou stejných výsledků měření.
Po naskenování obrobku lze jeho profil (průřez) měřit i na jiných místech, než která byla použita při minulém měření. Díky tomu není nutné znovu nastavovat a měřit stejný cíl. To také umožňuje porovnání s daty z minulosti, aby bylo možné zkontrolovat rozdíly ve tvaru v případě, že obrobek má mít stejný tvar, ale byl vyroben v jiné sérii s použitím různých materiálů za různých podmínek zpracování.
Výhoda 3: Automatické skenování a měření
Řada VR obsahuje funkci Inteligentní měření, která automaticky rozpozná šířku a výšku cíle a automaticky nastaví optimální rozsah měření. Řada VR eliminuje nutnost nastavovat délky měření, rozsahy Z a další aspekty vyžadované u obecných měřicích přístrojů, a zabraňuje tak chybám, jako je například nezměření určité části cíle.
Náklon a nesouosost lze automaticky korigovat pomocí systému, takže není nutné přesné upevnění.

Shrnutí: Výrazné zlepšení a vyšší efektivita měření tvaru šroubů a vrutů
Řada VR dokáže přesně a okamžitě měřit 3D tvary cílů pomocí vysokorychlostního 3D skenování bez kontaktu s cílem. Obtížná měření, jako je vnější průměr, efektivní průměr, průměr jádra, úhel závitu, stoupání a kulaté tvary pod hlavy pod hlavou, lze provést za pouhou jednu sekundu. Řada VR řeší všechny problémy, které se vyskytují u konvenčních měřicích přístrojů.
- Vzhledem k tomu, že měření je bezkontaktní, umožňuje měřit průřezy, kam se stylus nedostane. Snadno a přesně lze měřit i kulaté tvary pod hlavou a stoupání závitů.
- Vestavěné pomocné nástroje eliminují rozdíly v měření mezi různými operátory.
- Bez nutnosti polohování nebo jiné přípravy lze měření provést pouhým umístěním cíle na podložku a stisknutím tlačítka. Díky tomu není pro měřicí práce nutné přidělovat specializovanou obsluhu.
- 3D tvary lze měřit snadno vysokou rychlostí a s vysokou přesností. To umožňuje měřit velký počet cílů v krátkém čase, což přispívá ke zlepšení kvality.
Tento systém také umožňuje porovnání s minulými daty 3D tvarů, daty CAD a snadnou analýzu dat, například rozložení v rámci tolerancí. Lze jej efektivně využít pro širokou škálu účelů včetně vývoje produktů, analýzy výrobních trendů a kontroly vzorků.
