Metoda pro přesné a snadné měření zaoblení hran a rohů
Na rozích různých dílů a produktů se objevují zaoblení. Proč jsou tyto rohy zaoblené? A také: jak jsou opracovány? Zaoblením vnitřního rohu vznikne vnitřní zaoblení, zatímco zaoblením vnějšího rohu vznikne kulatý roh. Vnitřní zaoblení a kulaté rohy jsou trojrozměrné tvary, což ztěžuje jejich měření.
Tato stránka vysvětluje, jak se obrábějí zaoblení hran a rohů, jejich zápis na výkresech a jejich vztah k pevnosti. Uvádí také problémy při měření a jejich řešení.
- Vnitřní zaoblení a kulaté rohy
- Způsob obrábění vnitřních zaoblení a kulatých rohů a jejich zápis na výkresech
- Vztah mezi vnitřními zaobleními a pevností
- Obtíže při měření
- Řešení pro měření vnitřních zaoblení a kulatých rohů
- Shrnutí: Efektivnější měření vnitřních zaoblení a kulatých rohů
Vnitřní zaoblení a kulaté rohy
Vnitřní zaoblení a kulaté rohy jsou rohy, které mají zaoblené tvary. Rohy desek a hranolů se zaoblují především z důvodu zvýšení pevnosti a bezpečnosti. Povrchy mohou být opatřeny vnitřními zaobleními nebo kulatými rohy, aby se zlepšila použitelnost, pocit z dotyku a design. Tyto plochy se nazývají zaoblené plochy.
Způsob obrábění vnitřních zaoblení a kulatých rohů a jejich zápis na výkresech
Stříhané nebo děrované hrany jsou ostré kvůli otřepům a dalším faktorům a je třeba s nimi zacházet opatrně. Proces odstraňování ostrých částí z těchto hran se nazývá odjehlování a proces zaoblování těchto hran při odjehlování se nazývá zaoblování. Na výkresech se vnitřní zaoblení a kulaté rohy označují písmenem R, které udává poloměr řezu.
Zaoblení rohů (vnitřní zaoblení)
K zaoblování rohů se používají především kulové frézy a ořezávače hran. Při ručním obrábění se používají nástroje, jako jsou pilníky a brusné pásy. Malá vnitřní zaoblení nebo kulaté rohy o poloměru menším než 1 mm lze opracovat broušením, elektroerozivním obráběním nebo řezáním drátem. Na rozdíl od zkosení, při kterém se roh odřízne pod úhlem, je třeba vnitřní zaoblení a kulaté rohy řezat v oblouku. To vyžaduje speciální nástroje a programování, pokud se používá číslicově řízené obrábění.
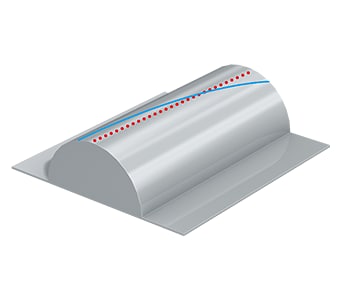
- Příklad obrábění vnitřního zaoblení pomocí kulové frézy
-
-
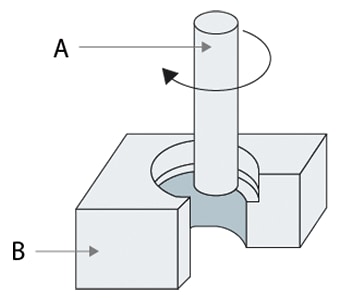
- A
- Kulová fréza
- B
- Díl
-
-
Zápis vnitřních zaoblení a kulatých rohů ve výkresech
Vnitřní zaoblení a kulaté rohy se na výkresech označují kombinací písmene R a čísla, například R5 nebo R10. Toto R obvykle označuje poloměr zaoblených hran. Číslo vedle R je poloměr zaoblení v jednotkách mm. Jinými slovy udává poloměr (délku) oblouku při vytváření zaoblení řezáním rohu. Následující obrázek ukazuje příklad výkresového zápisu „R3“ a odpovídajícího obsahu obrábění.
Pokud má díl více než jedno vnitřní zaoblení nebo kulatý roh, často se to označuje jako „počet rohů-R3“. Obdélník se třemi zaoblenými rohy se označuje jako „3-R3“.
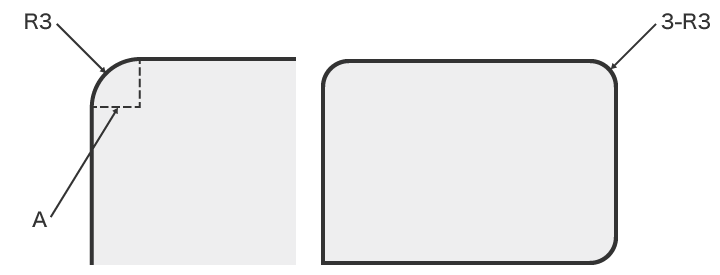
- A
- Poloměr 3 mm (0,11")
Vztah mezi vnitřními zaobleními a pevností
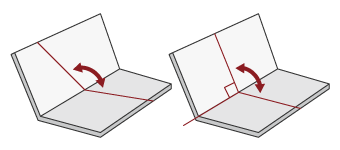
Pevnost lze zvýšit vytvořením vhodného vnitřního zaoblení na základně dílu ve tvaru písmene L nebo T. Pevnost následující konstrukce lze zlepšit například vytvořením vnitřního zaoblení v základně. Bez vnitřního zaoblení v základně se zatížení soustředí do rohu. Jev, při kterém se zatížení koncentruje v základně této nosné konstrukce, se nazývá koncentrace napětí a stupeň koncentrace se nazývá součinitel koncentrace napětí. Poloměr rohu základny má k součiniteli koncentrace napětí následující vztah.
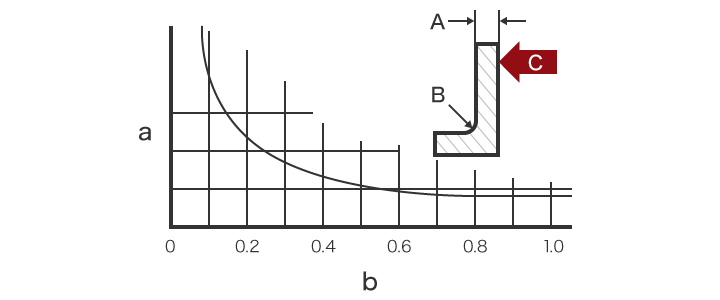
- A
- Tloušťka
- B
- Poloměr na základně
- C
- Zatížení
- a
- Faktor koncentrace napětí
- b
- Poměr tloušťky k poloměru
Jak je znázorněno výše, vnitřní zaoblení v základně konzoly přenáší zatížení a zvyšuje pevnost.
Obtíže při měření
Je nesmírně důležité ověřit, zda rohy byly opracovány v požadovaných rozměrech (v rámci tolerancí) a tvarech. Vnitřní zaoblení a kulaté rohy jsou trojrozměrné tvary a vyžadují kvantitativní měření 3D tvaru s vysokou přesností.
Při měření pomocí konvenčních měřicích přístrojů, jako jsou souřadnicové měřicí stroje, systémy pro měření profilů, měřidla poloměrů, CR ruční posuvná měřidla, CR měrky a přístroje pro měření poloměrů, však dochází k různým problémům. Přesné měření 3D tvarů je například velmi obtížné, což vede k odchylkám v naměřených hodnotách.
Obtíže při měření – CMM

Typické souřadnicové měřicí stroje měří tvary „skenováním“ kontaktní sondy na povrchu, čímž tvar obkreslí a změří. Při skenování se měří více bodů v určené rozteči.
Tato metoda se obvykle potýká s následujícími problémy:
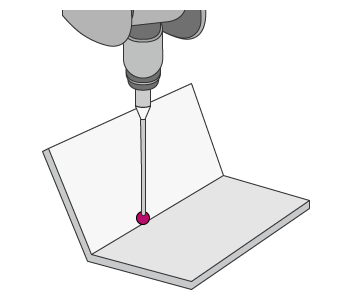
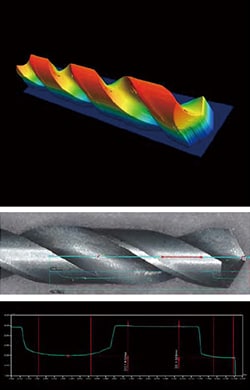
- Je velmi obtížné sledovat sondu nebo stylus podél požadované čáry, například přímky ve středu válce, přímky na ohybu nebo čáry procházející středem kružnice. Pokud má kružnice nebo kruh široký středový úhel, pak se i malá chyba v měření značně zvětší, protože celá kružnice se počítá na základě krátkého oblouku. Tyto rozdíly v místě měření mohou způsobit odchylky v naměřených hodnotách.
- I malý stylus má průměr přibližně 2 mm. Při měření 3D tvaru s malým poloměrem se může stát, že stylus se nebude moci dotknout měřicího bodu. Kromě toho, protože přesnost měření je úměrná počtu měřicích bodů nebo čar, je třeba změřit mnoho bodů nebo čar.
Měření pomocí souřadnicového měřicího stroje tak s sebou nese značné problémy, mezi něž patří skutečnost, že ne všichni operátoři na pracovišti mohou přesně měřit tvary, existence dílů, které nelze měřit vůbec, a omezená místa, kde lze stroj nainstalovat.
Obtíže při měření – profilometr
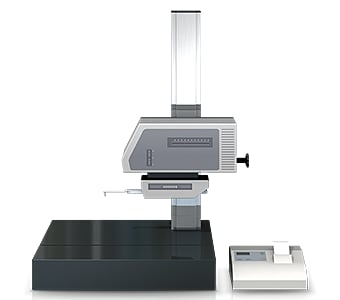
Systém pro měření profilů musí sledovat přesnou měřicí čáru kolmou na tvar vnitřního zaoblení nebo kulatého rohu.
U profilometrů se vyskytují následující problémy:
- Měření je časově náročné, včetně času potřebného k upevnění cíle a jeho vyrovnání.
- Stylus systému pro měření profilů se pohybuje nahoru a dolů v oblouku se středem v opěrném bodě ramene stylusu a hrot stylusu se pohybuje také ve směru osy X. To vede k chybám v údajích o ose X.
- Obkreslení požadované čáry pomocí stylusu je nesmírně obtížná práce a i malé posunutí stylusu způsobuje chyby v naměřených hodnotách.
Obtíže při měření – ruční nástroje

pomocí ručních posuvných měřidel.
K měření jsou velmi vhodné ruční nástroje, jako jsou měřidla poloměrů a CR ruční posuvná měřidla. Existuje však více příčin, které vedou k chybám měření nebo odchylkám v naměřených údajích.
U ručních posuvných měřidel nebo měrek se podmínky měření, jako je přítlačná síla (měřicí síla) při ručním měření každého bodu a výběr měřených bodů, liší v závislosti na operátorovi. To má za následek kolísání naměřených hodnot a ztěžuje získání kvantitativních měření. Nelze měřit ani tvary, jako jsou tenké lamely a lopatky.
Řešení pro měření vnitřních zaoblení a kulatých rohů
Z přehledu problémů konvenčních měřicích přístrojů vyplývá, že všechny problémy mají určitý společný bod. To znamená, že měření trojrozměrného cíle nebo plochy se provádí pomocí bodového a liniového kontaktu.
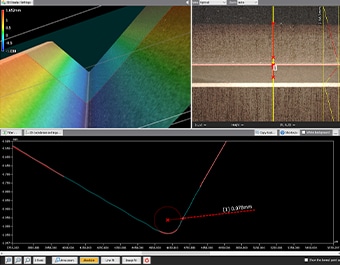
Pro řešení těchto problémů s měřením vyvinula společnost KEYENCE optický 3D profilometr řady VR. Řada VR přesně zachycuje 3D tvar celého povrchu cíle, aniž by došlo ke kontaktu s ním. 3D skenování cíle na podložce lze provést za pouhou jednu sekundu, což umožňuje vysoce přesné měření 3D tvaru. Řada VR je schopna okamžitého a kvantitativního měření bez chyb ve výsledcích měření. Některé konkrétní příklady výhod jsou vysvětleny níže.
Výhoda 1: Možnost měření zapuštěných oblastí
Řada VR dokáže měřit oblasti, kam sonda nebo stylus nedosáhne. S kontaktním měřicím přístrojem je obtížné měřit cíle s malou roztečí a prohlubněmi, jako jsou nástroje lopatek a žebra chladičů. Řada VR dokáže současně měřit i tvary průřezů.
Řada VR dokáže měřit kuželosečky, zaoblení a jejich výšku virtuálním řezáním obrobku. Tvar obrobku lze analyzovat v krátkém čase pomocí šablon pro analýzu, které umožňují uživatelům předem zaregistrovat měřené položky. To umožňuje rychle provádět měření, která dříve vyžadovala mnoho času, nebo nebyla možná.

Výhoda 2: Není nutné žádné upevnění.
Měření lze provádět jednoduše umístěním cíle na podložku a stisknutím tlačítka.

Na rozdíl od běžných měřicích přístrojů řada VR extrahuje vlastnosti cíle umístěného na podložce a automaticky koriguje jeho polohu. Dříve nezbytné přesné polohování, které vyžadovalo mnoho času a úsilí, již není nutné. Díky tomu může měření snadno a okamžitě provádět i nezkušený operátor a není nutné, aby se měřením zabýval specializovaný operátor.
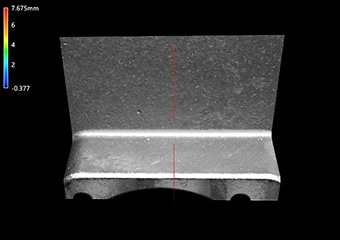
Výhoda 3: Žádné odchylky měření
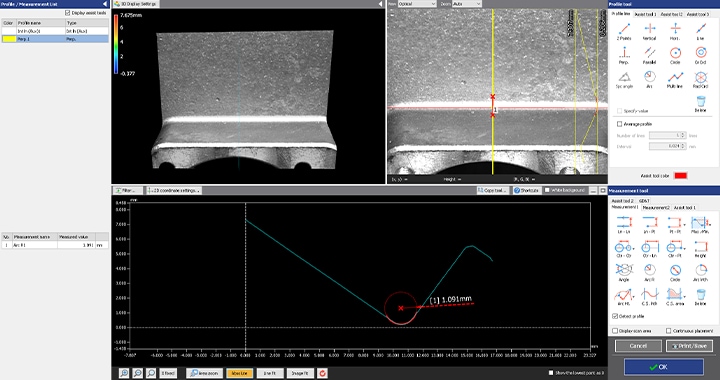
Řada VR dokáže automaticky kreslit profilové čáry kolmo na vnitřní zaoblení nebo kulatý roh. Tím se eliminují odchylky ve výsledcích měření a zajistí se, že různí operátoři dosáhnou stejných výsledků měření.







Po naskenování obrobku lze jeho profil (průřez) měřit i na jiných místech, než která byla použita při minulém měření. Díky tomu není nutné znovu nastavovat a měřit stejný cíl. To také umožňuje porovnání s daty z minulosti, aby bylo možné zkontrolovat rozdíly ve tvaru v případě, že obrobek má mít stejný tvar, ale byl vyroben v jiné sérii s použitím různých materiálů za různých podmínek zpracování.
Shrnutí: Efektivnější měření vnitřních zaoblení a kulatých rohů
Řada VR řeší problémy, se kterými se potýkají konvenční měřicí přístroje, okamžitým měřením přesných 3D tvarů cílů pomocí vysokorychlostního bezkontaktního 3D skenování.
- Žádné rozdíly v měření u různých operátorů.
- Bez nutnosti polohování nebo jiné přípravy lze měření provést pouhým umístěním cíle na podložku a stisknutím tlačítka. Díky tomu není pro měřicí práce nutné přidělovat specializovanou obsluhu.
- 3D tvary lze měřit snadno vysokou rychlostí a s vysokou přesností. To umožňuje měřit velký počet cílů v krátkém čase, což přispívá ke zlepšení kvality.
Tento systém také umožňuje porovnání s minulými daty 3D tvarů, daty CAD a snadnou analýzu dat, například rozložení v rámci tolerancí. Lze jej efektivně využít pro širokou škálu účelů včetně vývoje produktů, analýzy výrobních trendů a kontroly vzorků.
