Prozessoptimierungen bei Stanzverfahren
In diesem Abschnitt werden die Prinzipien und allgemeinen Probleme herkömmlichenr Pressverfahren vorgestellt, gefolgt von den Vorteilen der Verwendung von Lasern anstelle der klassischen Verfahren.
- Konventionelle Vorgehensweise: Stanzmaschine
- Bekannte Probleme mit konventionellen Stanzmaschinen
- Vorteile des Laserschneidens
- Verwendung von Laserwellenlängen für eine qualitativ hochwertige Verarbeitung
Konventionelle Vorgehensweise: Stanzmaschine
Grundprinzipien des Schneidens mit Stanzmaschine
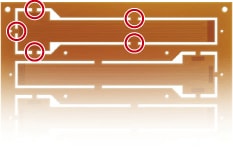
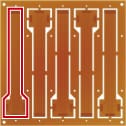
Beim Stanzen werden die Werkstücke durch eine vorgegebene Stanzform mit Hilfe von großem Druck von dem Trägermaterial getrennt.
Das Beispiel rechts zeigt eine biegsame Leiterplatte nach dem Stanzen.
Die offenen, mit roten Kreisen markierten Bereiche werden mit einer Stanzmaschine geschnitten.
Stanzverfahren werden überwiegend in drei Kategorien unterteilt.
Einzelarbeitsplatz
Bei dieser Methode wird das Stanzen mit einer seperaten Aktion für jeden Schnitt durchgeführt. Dies ist der einfachste Typ der Bearbeitungsmethode, bei der der Bediener die Materialien in die Maschine einlegt und anschließend wieder heraus nimmt.
Halbautomatische Bearbeitungsstation
Mehrere Stanzschnitte werden nacheinander in einer Form mit gleichmäßigem Mittenabstand angeordnet. Die Materialien werden über eine Zuführung geleitet und nacheinander zum nächsten Bearbeitungsschritt geführt, wobei für jede Betätigung der Stanzmaschine ein Hub durchgeführt wird.
Vollautomatische Bearbeitungslinie
Alle Schritte verfügen über eine eigene Form, die wiederum innerhalb einer Stanzmaschine angeordnet werden. Diese Stanzmaschine hat einen Transportmechanismus, der mit der Maschine synchronisiert ist und so eine kontinuierliche automatisierte Bearbeitung durchführt.

Bekannte Probleme mit konventionellen Stanzmaschinen
Problem 1 - Reaktion auf Änderungen in der Größe und Erscheinungsbild
Bei konventionellen Stanzmaschinen muss eine neue Form erstellt werden, wenn sich das Erscheinungsbild des Schnittobjekts ändert. Dies verursacht Kosten für die Stanzform selbst und kostet Zeit für Werkzeugwechsel in der Produktionslinie.

Problem 2 - Verschlechterung der Qualität der Teile und zeitaufwändige Wartung
Da das Stanzen mit großem Druck durchgeführt wird, besteht das Risiko, dass das Werkstück beschädigt wird, z. B. durch Biegung der Leiterplatten. Die Schneidfähigkeit der Klingen wird zudem aufgrund von Verschleiß gemindert, sodass Zeit für Wartungsarbeiten wie das Ersetzen von Stanzklingen aufgewendet werden muss.
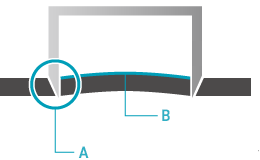
- Gefahr der Verschlechterung der Schneidfähigkeit aufgrund von Verschleiß
- Risiko des Biegens der Leiterplatten aufgrund der Belastung beim Stanzen
Vorteile des Laserschneidens
Grundlagen des Laserschneidens
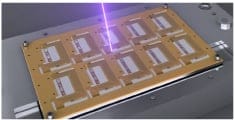
Bei dieser Methode wird das Produkt berührungslos mittels Laserstrahlen geschnitten oder gebohrt.
- Die Form kann mit der Software frei eingestellt werden
- Ohne Kontakt - daher eine stabile Bearbeitungsqualität
- Keine Verbrauchsmaterialien - dadurch eine schnelle und einfache Wartung





Verwendung von Laserwellenlängen für eine qualitativ hochwertige Verarbeitung
Im Vergleich zu Standardwellenlängenlasern mit 1064 nm weisen UV-Laser und Grünlaser im Allgemeinen eine bemerkenswert hohe Materialabsorptionsrate auf, sodass die Wellenlänge des Lichts effizient auf der Beschriftungsoberfläche absorbiert wird.
Dies bedeutet, dass die Leistung nicht erhöht werden muss, um eine qualitativ hochwertige Verarbeitung durchzuführen.
- Absorptionsrate für verschiedene Kunststoffe
-
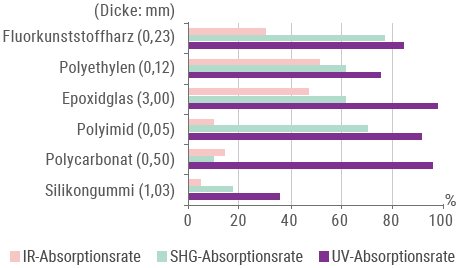
- Dies sind nur Referenzwerte und berücksichtigen keine Oberflächenreflexion.
Durch die hohe Absorptionsrate können unerwünschte Auswirkungen von zu viel Hitze minimiert werden.
- Polyimid
-

Laser mit Standardwellenlänge 1064 nm 
Grünlichtlaser
- Leiterplatten
-

Laser mit Standardwellenlänge 1064 nm 
UV-Laser




![Schnelle Lieferung nach Bestellung? Abwicklung in nur zwei Tagen. [Jetzt informieren] Ganz egal ob Komponenten-Upgrade, Ersatzbeschaffung oder Neugerät!](/dede/Images/marker_lp_300x300_01_2064176.png)