Voor degenen die op zoek zijn naar systemen voor het meten van diktes
Bij het zoeken naar de beste manier om de dikte te meten, zijn er een aantal belangrijke factoren waarmee rekening moet worden gehouden, waaronder de vorm en het materiaal van het doel en het type meetsysteem. Het kiezen van apparatuur die niet aan uw eisen voldoet, kan leiden tot onnauwkeurigere metingen en meer manuren tijdens de productie vergen, dus is het belangrijk dat u de juiste apparatuur kiest. Deze website is opgezet om diegenen die op zoek zijn naar een systeem voor het meten van diktes, te laten zien wat de beste manier is om zelfverzekerd die metingen uit te voeren.
Zoek de beste meetmethode en de juiste apparatuur voor het meten van "diktes (plaatvormen)".
Meten van transparante doelen tussen walsen
Voorbeeld van toepassing: diktemeting van transparante films
Optimaal meetsysteem
Optimaal meetsysteemReflecterende afstandssensor
Wanneer licht op een transparant doel wordt gericht, wordt het licht gereflecteerd vanaf het boven- en onderoppervlak. De dikte wordt gemeten door het verschil te berekenen in de positie van het licht dat wordt gereflecteerd vanaf het boven- en onderoppervlak.
A
Voorkant (piek 1)
B
Achterkant (piek 2)
C
Transparant glas
KERNPUNTEN
De keuze van de afstandssensor is belangrijk
Is het bereik van de afstandssensor groot genoeg om zowel het boven- als het onderoppervlak te kunnen bestrijken?
Controleer of een stabiele meting mogelijk is, zelfs als de reflectie vanaf het boven- en onderoppervlak niet gelijk is.
Meerkleurige confocale methode Lineariteit: vanaf ±0,2 μm Confocale afstandssensor
De dikte wordt gemeten door een doel tussen twee sensorkoppen te laten doorgaan.
KERNPUNTEN
De aanpassing van de uitlijning of het bereik van de optische as is belangrijk om er zeker van te zijn dat A+B is gefixeerd, zelfs als het werkstuk naar boven of beneden uitloopt.
Meerkleurige confocale methode Lineariteit: vanaf ±0,2 μm Confocale afstandssensor
De sensorkoppen worden zo geïnstalleerd dat de bovenvlakken van de wals en het doel als één vlak op het vastgelegde beeld worden geprojecteerd. De dikte wordt bepaald door de afstand tussen de wals en de bovenkant van het doel te meten.
KERNPUNTEN
De dikte van zowel transparante als ondoorzichtige doelen kan worden gemeten. Aangezien de dikte van de doelen ten opzichte van de wals wordt gemeten, mag er geen speling tussen de wals en het doel zijn.
2D telecentrische optische methode. 's Werelds eerste inline profielprojector. Gelijktijdige meting van maximaal 16.
De dikte wordt gemeten aan de hand van het hoogteverschil wanneer het doel rond de wals wordt gewikkeld (d.w.z. er dicht tegenaan wordt gehouden), waarbij het oppervlak van de wals als nulpunt wordt aangehouden.
KERNPUNTEN
De dikte van zowel transparante als ondoorzichtige doelen kan worden gemeten. Aangezien de dikte van de doelen ten opzichte van de wals wordt gemeten, mag er geen speling tussen de wals en het doel zijn.
Meerkleurige confocale methode Lineariteit: vanaf ±0,2 μm Confocale afstandssensor
Zoek de beste meetmethode en de juiste apparatuur voor het meten van "diktes (diverse werkstukken)".
Meten van transparante doelen
Voorbeeld van toepassing: diktemeting van coatingfilms
Optimaal meetsysteem
Optimaal meetsysteemReflecterende afstandssensor
Wanneer licht op een transparant doel wordt gericht, wordt het licht gereflecteerd vanaf het boven- en onderoppervlak. De dikte wordt gemeten door het verschil te berekenen in de positie van het licht dat wordt gereflecteerd vanaf het boven- en onderoppervlak.
A
Voorkant (piek 1)
B
Achterkant (piek 2)
C
Transparant glas
KERNPUNTEN
De keuze van de afstandssensor is belangrijk
Is het bereik van de afstandssensor groot genoeg om zowel het boven- als het onderoppervlak te kunnen bestrijken?
Controleer of een stabiele meting mogelijk is, zelfs als de reflectie vanaf het boven- en onderoppervlak niet gelijk is.
Meerkleurige confocale methode Lineariteit: vanaf ±0,2 μm Confocale afstandssensor
De dikte wordt bepaald door gelijktijdig het grondvlak en het doel te meten met behulp van een 2D-laserafstandssensor en de stap vanuit het verkregen profiel te meten.
A
Verkregen vorm
KERNPUNTEN
Er doen zich fouten voor wanneer er een tussenruimte is tussen het doel en het referentieoppervlak.
Gebruik een grondvlak met hoge precisie, zoals een oppervlakteplaat.
Gebruik vacuümcontact of magnetisch contact.
Door de montage aan de hand van de bovenstaande stappen te verbeteren, zal er aanzienlijk nauwkeuriger kunnen worden gemeten.
2D-triangulatiemethode. Inline meerpuntsmeting. 's Werelds snelste opnamesnelheid van 64.000 beelden/sec.
De dikte wordt gemeten door een doel tussen twee sensorkoppen te laten doorgaan.
KERNPUNTEN
De aanpassing van de uitlijning of het bereik van de optische as is belangrijk om er zeker van te zijn dat A+B is gefixeerd, zelfs als het werkstuk naar boven of beneden uitloopt.
Meerkleurige confocale methode Lineariteit: vanaf ±0,2 μm Confocale afstandssensor
Voorzorgsmaatregelen tijdens het meten van de dikte tussen twee sensorkoppen
Informatie over de uitlijning van de optische as
Wanneer u een werkstuk tussen twee sensorkoppen meet, zal de gemeten dikte in principe niet veranderen, zelfs als het werkstuk op en neer trilt. Als de optische assen van de twee sensorkoppen echter niet in een rechte lijn ten opzichte van elkaar zijn uitgelijnd, kunnen er meetfouten ontstaan doordat het werkstuk op en neer trilt of doorbuigt. Let op het volgende en richt de installatie zo in dat de optische assen kunnen worden uitgelijnd.
Om het effect van een verkeerde uitlijning van de optische assen zoveel mogelijk te beperken, installeert u de sensorkoppen dicht bij de walsen en kiest u een plaats waar de spanning van het werkstuk stabiel is en de afstand van de ene wals tot de volgende wals klein is. Hierdoor kan er toch worden gemeten als het werkstuk enigszins buigt of trilt.
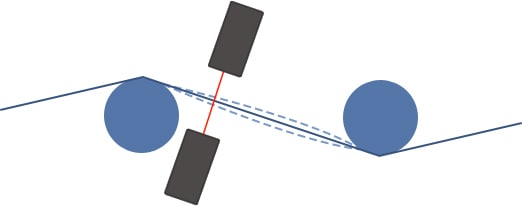
Richt de sensorkoppen zodanig dat de richtingen van het geprojecteerde en opgevangen licht loodrecht staan op de bewegingsrichting van het werkstuk, zoals aangegeven in de afbeelding. Op die manier heeft het kantelen en schudden in de bewegingsrichting van het werkstuk als gevolg van trillingen tijdens het transport vrijwel geen effect op de sensorkoppen.
Meet tijdens het uitlijnen van de optische as een dun wit plaatje van hars of een vel papier als tijdelijk meetdoel. Bij het meten van deze doelen kunt u de laserpunten door het doel zien gaan. Installeer de sensorkoppen zodanig dat de punten op de voor- en achterkant van het doel altijd op één lijn liggen, zelfs als het doel op en neer gaat.
[Referentie] Controleer of de punten op de voor- en achterkant van het doel altijd op één lijn liggen, zelfs als het doel op en neer gaat.
De laserpunten zijn enigszins verkeerd uitgelijnd.
De laserpunten zijn uitgelijnd.
Stel de sensorkoppen zo in dat het midden van de laserpunten is uitgelijnd, zelfs als het doel op en neer gaat.
Voorzorgsmaatregelen tijdens het meten van de dikte boven een wals
Informatie over de tussenruimte tussen de wals en het werkstuk
Bij het meten van de dikte van een werkstuk op een wals met deze wals als referentie, zullen er zich meetfouten voordoen als er een tussenruimte is tussen de wals en het werkstuk. Let op het volgende en zorg er bij de installatie voor dat er geen tussenruimtes ontstaan.
Zet zo veel mogelijk spanning op het werkstuk. Als de spanning te zwak is, zal het werkstuk niet volledig in contact komen met de wals, zodat er een tussenruimte van enkele micrometers tot enkele tientallen micrometers ontstaat. Wij raden u te meten met een spanning van 50 N of meer, maar houd daarbij ook rekening met de treksterkte van het werkstuk. Meet vanuit een plaats waar de spanning van het werkstuk zo stabiel mogelijk is, de afstand van de ene wals tot de andere wals klein is en het werkstuk boven op de wals is geplaatst.
Lijn de optische as uit op de piekpositie van de wals. Zoals is te zien in de afbeelding, doet er zich een meetfout voor (tussenruimte Z) als de optische as niet goed is uitgelijnd ten opzichte van de piekpositie van de wals.
Installeer een mechanisme waarmee de positie van de sensorkop heel nauwkeurig in de aanvoerrichting kan worden afgesteld.
Meet op een wals met een grote diameter om tussenruimte Z zo klein mogelijk te maken, zelfs als de optische as niet goed is uitgelijnd ten opzichte van de piekpositie van de wals.
U zult wijzigingen moeten aanbrengen, zoals de wijzigingen die hier staan vermeld.
Informatie over de excentriciteit van walsen
Wanneer een wals draait, kunnen er zich meetfouten voordoen als gevolg van de excentriciteit van de wals. Let op het volgende om de invloed van de excentriciteit van de wals op te heffen.
Wanneer de locaties voor het meten van de dikte beide randen van het werkstuk zijn, meet dan tegelijk zowel het oppervlak van de wals als het oppervlak van werkstuk om de dikte uit de stapwaarde te kunnen bepalen.
Bij het meten van een werkstuk op een wals met de wals als referentie, kunt u bij dezelfde draaihoek (positie) meten om de invloed van de excentriciteit op te heffen, zelfs als de rol excentrisch beweegt.