Pokud hledáte nejlepší způsob měření excentricity, je třeba zvážit řadu důležitých faktorů včetně typu měřícího systému a prostředí instalace. Výběr přístroje, který nesplňuje všechny vaše požadavky, může vést k nedostatečné přesnosti a zvýšení časové náročnosti výroby. Tato stránka má pomoct uživatelům určit nejlepší a nejspolehlivější způsob provádění měření pomocí systému pro měření excentricity.
Najděte nejlepší metodu měření a správný přístroj pro měření excentricity.
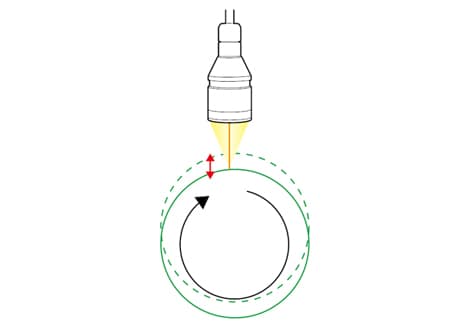
Optimální měřící systém Triangulační laserový senzor
Laser je nasměrován na vrcholový bod kružnice, aby vysokorychlostním vzorkováním snímal výchylky vzdálenosti.
KLÍČOVÉ BODY
Měření musí být provedeno se vzorkovací frekvencí, která je nejméně desetkrát vyšší než frekvence otáčení.
Chyby se zvyšují se snižujícím se průměrem hřídele, protože poloha vrcholového bodu se v důsledku excentricity posouvá doleva nebo doprava.
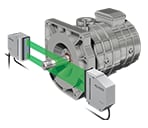
Optimální měřící systém Optický mikrometr s průchozím paprskem
Výchylky okrajových poloh válečku jsou snímány vysokorychlostním vzorkováním.
KLÍČOVÉ BODY
Hodnota rozdílu mezi nejnižší a nejvyšší polohou rozkmitu se určí pomocí funkce „peak-to-peak hold“ nebo podobné funkce.
Měření musí být provedeno se vzorkovací frekvencí, která je nejméně desetkrát vyšší než frekvence otáčení.
1D telecentrická optická metoda.
Řada LS
Zobrazit katalog
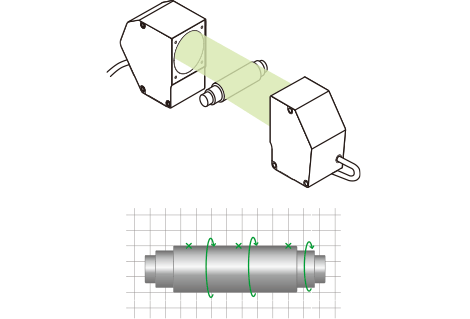
Optimální měřící systém 2D optický mikrometr s průchozím paprskem
Excentricita se měří nalezením výchylek v polohách více určených bodů z obrazu, který je pořízen metodou 2D optické projekce.
KLÍČOVÉ BODY
Lze měřit rozkmit drážek ve tvaru písmene V a výstupků po obvodu.
Lze měřit rozkmit bodu v předem stanovené vzdálenosti od konce.
2D telecentrická optická metoda.
Řada TM
Zobrazit katalog
REJSTŘÍK