Pokud hledáte nejlepší způsob měření deformace a rovinnosti, je třeba zvážit řadu důležitých faktorů včetně použitého typu měřícího systému a prostředí instalace. Výběr přístroje, který nesplňuje všechny vaše požadavky, může vést k nedostatečné přesnosti a zvýšení časové náročnosti výroby. Tato stránka má pomoct uživatelům, kteří hledají systém pro měření deformace a rovinnosti, aby našli nejlepší a nejspolehlivější způsob měření.
Najděte nejlepší metodu měření a správný přístroj pro měření deformace a rovinnosti.
Optimální měřící systém Laserový senzor
Deformace a rovinnost se měří výpočtem rozdílu výšek nasnímaných více senzorovými hlavami na různých místech součásti.
KLÍČOVÉ BODY
Když se senzorové hlavy pohybují, nedochází ke vzniku chyb měření v důsledku chvění.
Protože senzorové hlavy se nepohybují, jsou kontroly rychlé.
Není potřebný žádný mechanizmus zajišťující pohyb senzorové hlavy.
Optimální měřící systém Laserový senzor
Je potřeba pohybovat objektem nebo senzorem. Deformace a rovinnost se vypočte z dat získaných v jednotlivých místech měření.
KLÍČOVÉ BODY
Použije se pouze jedna hlava, takže lze snížit náklady.
Chvění při pohybu senzorových hlav způsobuje chyby měření.
Je potřebný mechanizmus zajišťující pohyb senzorové hlavy.
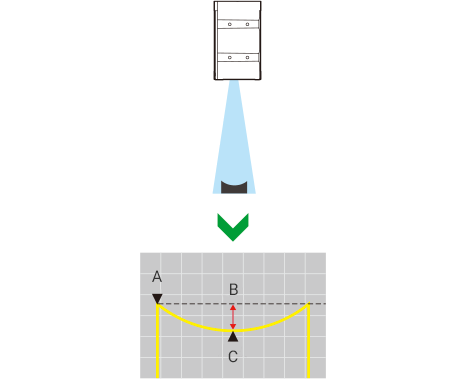
Optimální měřící systém 2D laserový senzor
Laserový paprsek se odráží od povrchu objektu a deformace se měří vyhodnocením rozdílů mezi výškami na odrazeném profilu.
A
Nejvyšší bod
B
Velikost deformace
C
Nejnižší bod
KLÍČOVÉ BODY
Deformaci lze měřit, aniž by bylo třeba pohybovat senzorovou hlavou.
2D triangulační metoda.
Řada LJ-X
Zobrazit katalog
Vícebarevná konfokální metoda
Řada CL
Zobrazit katalog
REJSTŘÍK