Pro uživatele hledající systémy pro měření tloušťky
Pokud hledáte nejlepší způsob měření tloušťky, je třeba zvážit řadu důležitých faktorů včetně tvaru a materiálu objektu, typu měřícího systému a prostředí instalace. Výběr přístroje, který nesplňuje všechny vaše požadavky, může vést k nedostatečné přesnosti a zvýšení časové náročnosti výroby. Dbejte proto na výběr správného přístroje. Tato stránka má pomoct uživatelům, kteří hledají systém pro měření tloušťky, aby našli nejlepší a nejspolehlivější způsob provádění měření.
Najděte nejlepší metodu měření a správný přístroj pro měření tloušťky (plochých předmětů).
Měření průhledných objektů mezi válci
Příklad použití: Měření tloušťky průhledných fólií
Optimální měřicí systém
Optimální měřící systémReflexní senzor
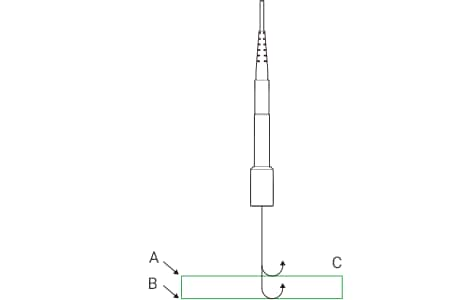
Když je světlo nasměrováno na průhledný objekt, odrazí se od horního a dolního povrchu. Tloušťka se měří výpočtem rozdílu mezi polohami světla odraženého od horního a dolního povrchu.
A
Přední strana (1. vrchol)
B
Zadní strana (2. vrchol)
C
Průhledné sklo
KLÍČOVÉ BODY
Výběr senzoru je důležitý
Má senzor dostatečný rozsah, aby dosáhl na horní i dolní povrch?
Zkontrolujte, zda lze provádět stabilní měření, i když se od sebe liší odrazivost horního a dolního povrchu.
Vícebarevná konfokální metoda Linearita: od ±0,2 μm Konfokální měřící systém
Měření na válci (s prostorem ve směru pohybu objektu)
Příklad použití: Měření tloušťky za válcovým lisem
Optimální měřicí systém
Optimální měřící systém2D optický mikrometr s průchozím paprskem
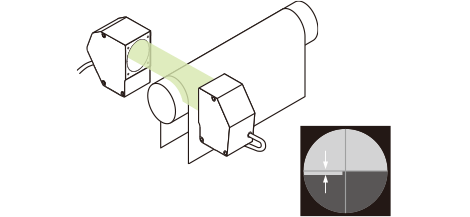
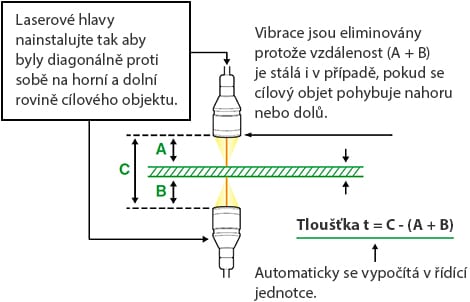
Senzorové hlavy se instalují tak, aby byl horní povrch válce i objektu promítnut na nasnímaný obraz jako jedna rovina. Tloušťka je určena změřením velikosti schodu mezi válcem a horní stranou objektu.
KLÍČOVÉ BODY
Měřit lze tloušťku průhledných i neprůhledných objektů. Protože tloušťka objektů se měří vzhledem k válci, dbejte na to, aby mezi válcem a objektem nebyla vůle.
2D telecentrická optická metoda. První projektor profilu pro měření ve výrobním procesu na světě. Až 16 současných měření.
Měření na válci (bez prostoru ve směru pohybu objektu)
Příklad použití: Měření tloušťky gumových plátů
Optimální měřicí systém
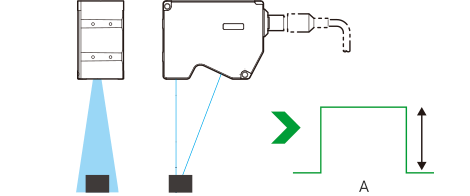
Optimální měřící systémReflexní laserový senzor
Tloušťka se měří na základě rozdílu výšky při pohybu objektu navinutého na válci (tj. objekt je v těsném kontaktu s válcem), přičemž povrch válce se považuje za nulový (referenční) povrch.
KLÍČOVÉ BODY
Měřit lze tloušťku průhledných i neprůhledných objektů. Protože tloušťka objektů se měří vzhledem k válci, dbejte na to, aby mezi válcem a objektem nebyla vůle.
Vícebarevná konfokální metoda Linearita: od ±0,2 μm Konfokální měřící systém
Najděte nejlepší metodu měření a správný přístroj pro měření tloušťky (různých obrobků).
Měření průhledných objektů
Příklad použití: Měření tloušťky povlaků
Optimální měřicí systém
Optimální měřící systémReflexní senzor
Když je světlo nasměrováno na průhledný objekt, odrazí se od horního a dolního povrchu. Tloušťka se měří výpočtem rozdílu mezi polohami světla odraženého od horního a dolního povrchu.
A
Přední strana (1. vrchol)
B
Zadní strana (2. vrchol)
C
Průhledné sklo
KLÍČOVÉ BODY
Výběr senzoru je důležitý
Má senzor dostatečný rozsah, aby dosáhl na horní i dolní povrch?
Zkontrolujte, zda lze provádět stabilní měření, i když se od sebe liší odrazivost horního a dolního povrchu.
Vícebarevná konfokální metoda Linearita: od ±0,2 μm Konfokální měřící systém
Preventivní opatření během měření tloušťky mezi dvěma senzorovými hlavami
Zarovnání optické osy
Když měříte obrobek mezi dvěma senzorovými hlavami, změřená tloušťka se v zásadě nezmění, i když obrobek vibruje nahoru a dolů. Pokud však optické osy senzorových hlav nejsou vůči sobě zarovnané do přímky, mohou vznikat chyby měření v důsledku vibrací obrobku nahoru a dolů nebo ohnutí obrobku. Věnujte pozornost následujícím skutečnostem a instalaci proveďte tak, aby bylo možné zarovnat optické osy.
Pokud chcete minimalizovat vliv nesprávného zarovnání optických os, nainstalujte senzorové hlavy do blízkosti válců a vyberte umístění, v němž je napnutí obrobku stálé a vzdálenost od jednoho válce ke druhému je malá. Budete tak moct provádět měření s malými hodnotami ohybu a vibrací obrobku.
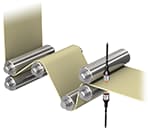
Senzorové hlavy nasměrujte tak, aby byly paprsky vyslaného a přijatého světla kolmé na směr pohybu obrobku, jak je znázorněno na obrázku. Omezí se tak riziko, že budou senzorové hlavy ovlivněny nakláněním a chvěním ve směru pohybu obrobku v důsledku vibrací během jeho přemisťování.
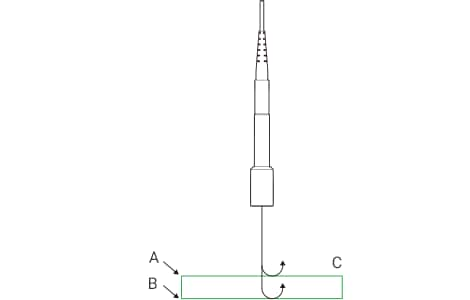
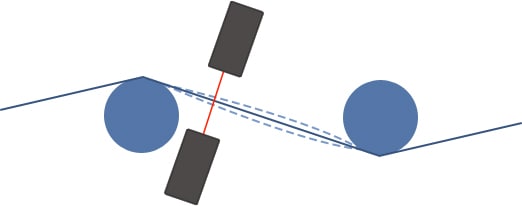
Během zarovnávání optických os použijte jako dočasný měřený objekt tenký bílý plát pryskyřice nebo list papíru. Při měření těchto objektů prochází laserový paprsek objektem a je viditelný. Senzorové hlavy nainstalujte tak, aby byly paprsky na přední a zadní straně objektu vždy zarovnány, a to i tehdy, když se objekt pohybuje nahoru a dolů.
[Reference] Zkontrolujte, zda jsou paprsky na přední a zadní straně objektu vždy zarovnány, a to i tehdy, když se objekt pohybuje nahoru a dolů.
Laserové paprsky jsou mírně nevyrovnané.
Laserové paprsky jsou zarovnané.
Senzorové hlavy nastavte tak, aby byly středy laserových paprsků zarovnané i tehdy, když se objekt pohybuje nahoru a dolů.
Preventivní opatření během měření tloušťky nad válcem
Mezera mezi válcem a obrobkem
Při měření tloušťky obrobku na válci v případě, kdy je válec referenčním povrchem, mohou vznikat chyby měření, pokud je mezi válcem a obrobkem mezera. Věnujte pozornost následujícím skutečnostem a proveďte instalaci tak, aby mezery nevznikaly.
Obrobek co nejvíce napněte. Pokud je obrobek málo napnutý, nebude se zcela dotýkat válce a vznikne mezera o velikosti několika mikrometrů až několika desítek mikrometrů. Doporučujeme provádět měření při napnutí 50 N nebo vyšším. Je však třeba zohlednit pevnost obrobku. Měření provádějte z místa, kde je napnutí obrobku co nejstálejší, vzdálenost od jednoho válce ke druhému je malá a obrobek je umístěn na horní straně válce.
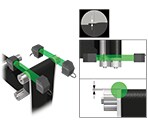
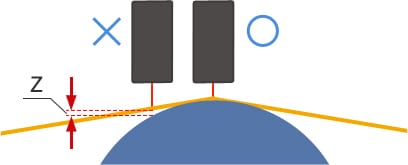
Zarovnejte optickou osu na nejvyšší bod válce. Pokud je optická osa vychýlena od nejvyššího bodu válce, dojde ke vzniku chyby měření (mezera ve směru osy Z), jak je znázorněno na obrázku.
Nainstalujte mechanizmus, který umožní vyladit polohu senzorové hlavy ve směru posuvu.
Abyste minimalizovali mezeru ve směru osy Z, provádějte měření na válci s velkým průměrem, a to i když je optická osa vychýlena od nejvyššího bodu válce.
Musíte provést úpravy, jako jsou úpravy uvedené výše.
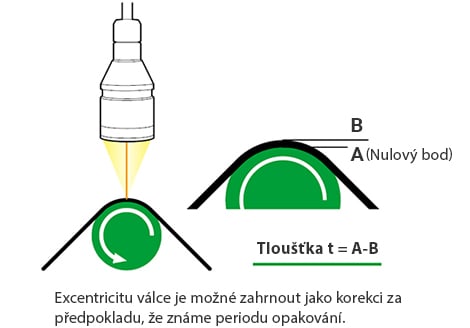
Excentricita válce
Při otáčení válce mohou vznikat chyby měření v důsledku excentricity válce. Věnujte pozornost následujícím skutečnostem, abyste eliminovali vliv excentricity válce.
Když se místa měření tloušťky nacházejí na obou hranách obrobku, změřte současně povrch válce i povrch obrobku, abyste zjistili tloušťku z hodnoty velikosti schodu.
Pokud měříte obrobek na válci a válec je referenčním povrchem, můžete měření provádět ve stejném úhlu otočení (poloze). Eliminujete tak vliv excentricity, i když se válec pohybuje excentricky.