A megfelelő megoldás megtalálása a magasság/szintkülönbség mérésére
A magasság vagy lépcsőmagasság mérésének legjobb módját keresve számos fontos tényezőt kell figyelembe venni, a target alakját, a mérőrendszer típusát és a telepítési környezetet is beleértve. Ha olyan berendezést választ, amely nem felel meg pontosan az Ön igényeinek, az elégtelen pontossághoz és több ráfordított munkaórához vezethet a gyártás során, ezért fontos a megfelelő berendezés kiválasztása. Ez az oldal azért jött létre, hogy segítsen felfedezni a legjobb módszert a mérés magabiztos elvégzéséhez.
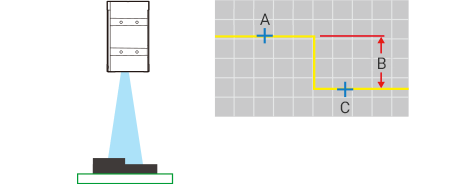
A felület profilját ott készíti el, ahol a lézervonal megvilágítja a felületet, ami lehetővé tesz relatív méréseket, például a lépcsőmagasság meghatározását.
A
Mérési pont
B
Lépcső
C
Referenciapont
A mérési pont és a referenciapont közötti magasságkülönbség mérése.
KULCSPONTOK
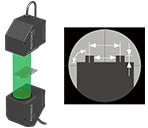
Még akkor is pontosan mérhető a lépés, ha a target meg van döntve, mivel a szenzorfej rendelkezik pozíciókorrigáló funkcióval.
2D háromszögelési módszer. Gyártósorba integrálható többpontos mérés. A világ leggyorsabb mintavételezési sebessége 64 000 kép/másodperccel.
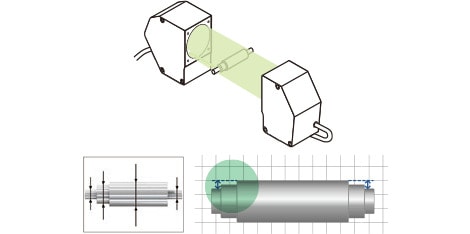
A target sziluettjének kivetítésével kiszámítja a két megadott jellemző közötti lépésmagasságot.
KULCSPONTOK
A lépés még akkor is pontosan mérhető, ha a tengely meg van dőlve, ha használják a pozíciókorrigáló funkciót. A méréseket nem befolyásolja a célfelület színe.
2D telecentrikus optikai módszer. A világ első gyártósori profilvetítője. Akár 16 egyidejű mérés.
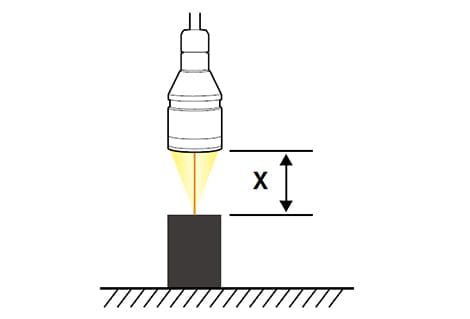
Ha az optikai tengely nem merőleges a targetre, akkor a magassági értékben a θ szög okozta mérési hiba lép fel, amint az az 1. ábrán látható. Ha a θ nagyobb, mint 0,8°, a mérési hiba körülbelül 0,01%, ezért ha aggódik a dőlés hatása miatt, előzetesen korrigálja a dőlést. A dőlést könnyen korrigálhatja egy mestermunkadarab előkészítésével és a méretezési beállítások használatával.
[1. ábra]A: Optikai tengely dőlése θ
Átlátszó tárgyak és tükröződő felületű tárgyak
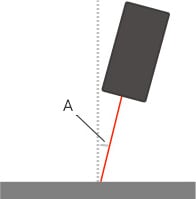
Ha a target egy átlátszó tárgy vagy egy tükröződő felületű tárgy, akkor a szenzorfejet olyan szögben kell felszerelni a targethez képest, amely a vetített és a fogadott fény szögének fele, α, amint azt a 2. ábra mutatja. (Háromszögelési módszer használata esetén.)
Továbbá, ha a target egy átlátszó tárgy, a stabil mérés szempontjából kulcsfontosságú, hogy az átlátszó tárgy egy bizonyos értéknél vastagabb legyen. Ha a tárgy vékony, az elülső felület magasságára mért érték az átlátszó tárgy hátsó felületéről visszaverődő fény hatása miatt alacsonyabb lehet, mint kellene. A méréseket nem befolyásoló vastagsághatár olyan tényezőktől függ, mint a szenzorfej típusa, a target átlátszósága és a hátsó felület fényvisszaverő képessége, ezért tájékozódjon a gyártónál.
[2. ábra]A: α/2
Szintkülönbség mérésével kapcsolatos óvintézkedések
A szenzorfej dőlésének hatásáról
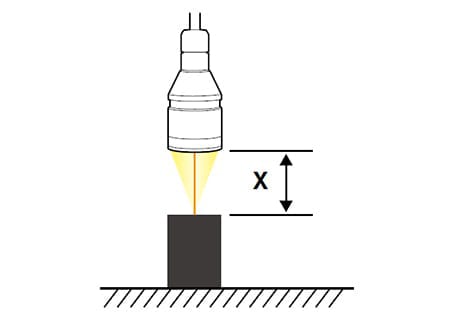
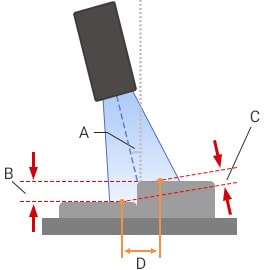
Ha a 2D lézeres elmozdulásmérő optikai tengelye nem merőleges a targetre, akkor a θ szög okozta mérési hiba lép fel a lépés értékében, amint az a 3. ábrán látható. Minél nagyobb a távolság (X) a lépcső két mért pontja között, annál nagyobb a mérési hiba. Például, még ha a θ dőlésszög csak 0,1° is, a mérési hiba körülbelül 50 μm lesz, ha X = 30 mm. Ezért a lépcsők mérése során általában használják a dőléskorrigáló funkciót.
[3. ábra]A: Optikai tengely dőlése θB: Igazi lépcsőC: Mért érték D: A két pont közötti távolság (X)
Átlátszó tárgyak és tükröződő felületű tárgyak
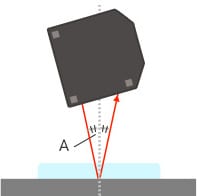
Ha a lépéses mérés során a mérendő felületek közül legalább az egyik egy átlátszó tárgy vagy egy tükröződő felületű tárgy, akkor a szenzorfejet olyan szögben kell felszerelni a targethez képest, amely a vetített és a fogadott fény szögének fele, α, amint azt a 4. ábra mutatja. Olyan fejet is kell előkészíteni, amely kifejezetten átlátszó és tükröződő felületű tárgyakhoz használható.
Továbbá, ha a target egy átlátszó tárgy, akkor legalább egy bizonyos értéknél vastagabbnak kell lennie, hogy a felület magasságát pontosan lehessen mérni. Ha a tárgy vékony, az elülső felület magasságára mért érték az átlátszó tárgy hátsó felületéről visszaverődő fény hatása miatt alacsonyabb lehet, mint kellene. A méréseket nem befolyásoló vastagsághatár olyan tényezőktől függ, mint a szenzorfej típusa, a target átlátszósága és a hátsó felület fényvisszaverő képessége, ezért tájékozódjon a gyártónál.
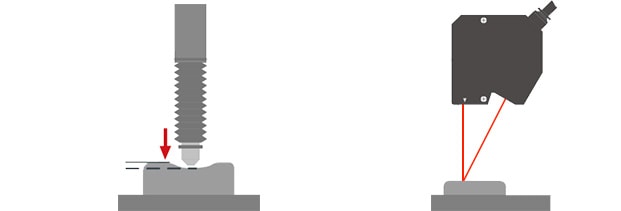
Melyik a jobb módszer? Érintéses vagy érintésmentes
Puha targetek mérése
Amikor a szonda puha céltárgyhoz ér, a céltárgy behorpad, ami ennek megfelelő mérési hibához vezet. Az érintésmentes méréssel lehetőség van deformálódó targetek, például puha targetek és folyadékfelületek mérésére is.
Könnyű targetek mérése
A vékony és könnyű targetek esetében a felület magasságának pontos méréséhez meg kell tartani a targetet, hogy az ne lebegjen (ne legyen alatta levegőből álló rés). Az érintéses mérésnél a szonda lenyomja a target felületét, ami kiküszöböli a levegőben lebegő target okozta hibákat. Emiatt az érintéses módszer jobban megfelel az ilyen típusú mérésekhez, mint az érintésmentes módszer.
Bemélyedések mérése
Az érintésmentes lézeres elmozdulásmérőnél a mérési pont (amely néhány mikrométertől több száz mikrométerig terjed) általában kisebb, mint az érintéses mérésnél használt szondák. Ez teszi lehetővé a keskenyebb bemélyedések alapmagasságának pontos mérését az érintésmentes módszerrel.