A vastagság mérésének legjobb módját keresve számos fontos tényezőt kell figyelembe venni, a target alakját és anyagát és a mérőrendszer típusát is beleértve. Ha olyan berendezést választ, amely nem felel meg pontosan az Ön igényeinek, az elégtelen pontossághoz és több ráfordított munkaórához vezethet a gyártás során, ezért győződjön meg arról, hogy a megfelelő berendezést választja. Ez az oldal azért jött létre, hogy segítsen a vastagságmérő rendszert keresőknek felfedezni a legjobb módszert a mérés megbízható elvégzéséhez.
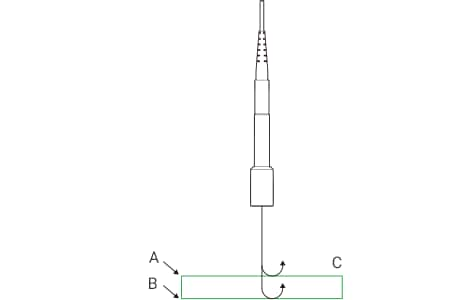
Ha a fényt egy átlátszó targetre irányítják, a fény a felső és az alsó felületről is visszaverődik. A vastagságot a felső és az alsó felületről visszavert fény helyzetének különbségével méri.
A
Elöl (1. csúcs)
B
Hátul (2. csúcs)
C
Átlátszó üveg
KULCSPONTOK
Fontos az elmozdulásérzékelő kiválasztása
Van az elmozdulásérzékelőnek elegendő tartománya ahhoz, hogy a felső és az alsó felületet is lássa?
Ellenőrizze, hogy akkor is lehetséges-e a stabil mérés, ha a felső és az alsó felület fényvisszaverő képessége különböző.
Több színű konfokális módszer Linearitás: ±0,2 μm-től Konfokális elmozdulásérzékelő
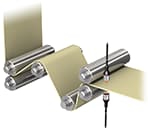
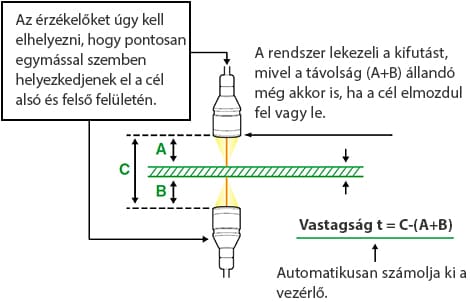
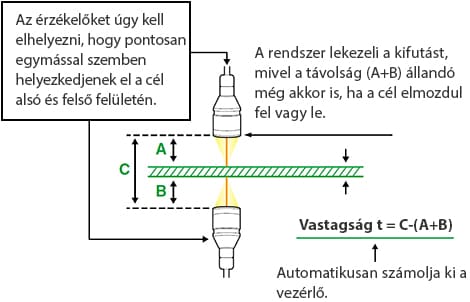
A vastagságot a target két szenzorfej közötti átvezetésével méri.
KULCSPONTOK
Az optikai tengely igazítása és a tengelytáv beállítása fontos annak biztosítása érdekében, hogy az A+B rögzített legyen, még akkor is, ha a munkadarab felfelé vagy lefelé üt.
Több színű konfokális módszer Linearitás: ±0,2 μm-től Konfokális elmozdulásérzékelő
A szenzorfejek úgy vannak felszerelve, hogy a henger és a target felső felülete egyetlen síkban jelenjen meg a rögzített képen. A vastagságot a hengertől a target tetejéig tartó lépcső mérésével állapítja meg.
KULCSPONTOK
Átlátszó és átlátszatlan targetek vastagsága is mérhető. Mivel a targetek vastagságát a hengerhez viszonyítva mérik, ügyeljen arra, hogy ne legyen hézag a henger és a target között.
2D telecentrikus optikai módszer. A világ első gyártósori profilvetítője. Akár 16 egyidejű mérés.
A vastagságot a magasságkülönbséggel méri, amikor a targetet a henger köré tekerik (azaz szoros érintkezésben tartják a hengerrel), és a henger felületét tekinti nullpontnak.
KULCSPONTOK
Átlátszó és átlátszatlan targetek vastagsága is mérhető. Mivel a targetek vastagságát a hengerhez viszonyítva mérik, ügyeljen arra, hogy ne legyen hézag a henger és a target között.
Több színű konfokális módszer Linearitás: ±0,2 μm-től Konfokális elmozdulásérzékelő
Hogyan mérjünk: vastagság (különböző munkadarabok)
Keresse meg a legjobb mérési módszert és a megfelelő felszerelést a „Vastagság (különböző munkadarabok)” méréséhez.
Átlátszó targetek mérése
Alkalmazási példa: Bevonat fóliák vastagságmérése
Optimális mérőrendszer
Optimális mérőrendszerReflexiós elmozdulásmérő
Ha a fényt egy átlátszó targetre irányítják, a fény a felső és az alsó felületről is visszaverődik. A vastagságot a felső és az alsó felületről visszavert fény helyzetének különbségével méri.
A
Elöl (1. csúcs)
B
Hátul (2. csúcs)
C
Átlátszó üveg
KULCSPONTOK
Fontos az elmozdulásérzékelő kiválasztása
Van az elmozdulásérzékelőnek elegendő tartománya ahhoz, hogy a felső és az alsó felületet is lássa?
Ellenőrizze, hogy akkor is lehetséges-e a stabil mérés, ha a felső és az alsó felület fényvisszaverő képessége különböző.
Több színű konfokális módszer Linearitás: ±0,2 μm-től Konfokális elmozdulásérzékelő
A vastagságot a target két szenzorfej közötti átvezetésével méri.
KULCSPONTOK
Az optikai tengely igazítása és a tengelytáv beállítása fontos annak biztosítása érdekében, hogy az A+B rögzített legyen, még akkor is, ha a munkadarab felfelé vagy lefelé üt.
Több színű konfokális módszer Linearitás: ±0,2 μm-től Konfokális elmozdulásérzékelő
Két szenzorfej közötti vastagságméréssel kapcsolatos óvintézkedések
Az optikai tengely beállításáról
Ha egy munkadarabot két szenzorfej között mérnek, a mért vastagság elvileg akkor sem változik, ha a munkadarab fel-le irányban rezeg. Ha azonban a két szenzorfej optikai tengelyei nem egyenes vonalban vannak egymáshoz igazítva, a munkadarab fel-le irányú rezgése vagy elhajlása miatt mérési hibák keletkezhetnek. Figyeljen a következő pontokra, és úgy alakítsa ki a telepítést, hogy az optikai tengelyek összehangolhatók legyenek.
Az optikai tengelyek eltolódásából eredő hatások minimalizálása érdekében telepítse a szenzorfejeket a hengerekhez közel, és válasszon olyan helyet, ahol a munkadarab feszessége stabil, és az egyik hengertől a másikig kicsi a távolság. Ez lehetővé teszi a mérések végzését a munkadarab kis mértékű elhajlása és rezgése mellett.
A szenzorfejeket úgy állítsa be, hogy a vetített és a fogadott fény iránya merőleges legyen a munkadarab mozgásának irányára, ahogy az ábrán látható. Ezzel csökkenti annak lehetőségét, hogy a szenzorfejeket a szállítás során a munkadarab mozgásának irányában fellépő vibráció miatti billenés és rázkódás befolyásolja.
Az optikai tengely igazítása során mérjen egy vékony fehér gyantalemezt vagy egy papírdarabot ideiglenes mérési targetként. Amikor ezeket a targeteket méri, a lézerpontok áthaladnak a targeten, és láthatóvá válnak. A szenzorfejeket úgy kell felszerelni, hogy a target elülső és hátsó részén lévő pontok mindig egy vonalban legyenek, még akkor is, ha fel-le mozgatják a targetet.
[Referencia] Ellenőrizze, hogy a target elülső és hátsó részén lévő pontok mindig egy vonalban legyenek, még akkor is, ha fel-le mozgatja a targetet.
A lézerpontok kissé eltolódtak.
A lézerpontok igazodnak egymáshoz.
Úgy állítsa be a szenzorfejeket, hogy a lézerpontok közepei egy vonalban legyenek még akkor is, ha fel-le mozgatja a targetet.
Görgő feletti vastagságméréssel kapcsolatos óvintézkedések
A görgő és a munkadarab közötti résről
Ha a munkadarab vastagságát egy görgőn méri, és ezt a görgőt használja referenciaként, akkor mérési hibák keletkeznek, ha rés van a görgő és a munkadarab között. Figyeljen a következő pontokra, és úgy alakítsa ki a beépítést, hogy ne keletkezzenek hézagok.
A lehető legnagyobb feszültséget alkalmazza a munkadarabra. Ha a feszültség gyenge, a munkadarab nem érintkezik teljesen a görgővel, így néhány mikrométertől néhány tíz mikrométerig terjedő rés keletkezik. Javasoljuk, hogy a méréseket legalább 50 N feszültséggel végezze el, de mindenképpen vegye figyelembe a munkadarab szakítószilárdságát. A méréseket olyan helyről végezze el, ahol a munkadarab feszessége a lehető legstabilabb, az egyik görgőtől a másikig kicsi a távolság, és a munkadarab a görgő tetején helyezkedik el.
Igazítsa az optikai tengelyt a görgő csúcspozíciójához. Az ábrán látható módon, ha az optikai tengely eltolódik a görgő csúcspozíciójától, mérési hiba (Z rés) keletkezik.
Szereljen be egy olyan mechanizmust, amely lehetővé teszi a szenzorfej pozíciójának finombeállítását az adagolási irányban.
A méréseket nagy átmérőjű görgőn végezze el a Z rés minimalizálása érdekében, még akkor is, ha az optikai tengely a görgő csúcspozíciójától eltérően van beállítva.
Az itt felsoroltakhoz hasonló módosításokat kell végrehajtania.
A görgő excentricitásáról
Ha egy görgő forog, a görgő excentricitása miatt mérési hibák keletkezhetnek. A görgő excentricitása okozta hatások kiküszöbölése érdekében figyeljen a következő pontokra.
Ha a vastagság mérésére használt helyek a munkadarab mindkét élén találhatók, akkor egyszerre mérje meg a görgő felületét és a munkadarab felületét, és a vastagságot a lépcső értékből állapítsa meg.
Ha egy munkadarabot görgőn mér, a görgőt használva referenciának, akkor a méréseket azonos forgási szögben (pozícióban) végezheti el, hogy kiküszöbölje az excentricitás hatását még akkor is, ha a görgő excentrikusan mozog.